Проволочная резка контуров по DXF/DWG
Комплекты деталей с точной посадкой; ширина пропила 0.2–0.3 мм, чистовые проходы и маркировка позиций.
Санкт-Петербург. Проволочно-вырезная и прошивочная электроэрозия: сложные контуры, тонкие пазы, точные отверстия по вашему чертежу. Расчёт в тот же день. Фикс-смета за 3 часа.
Проволочная электроэрозионная резка. Расчёт в тот же день. КП — в Email / WhatsApp / Telegram.
Инструментальное производство и серийный выпуск в СПб: электроэрозионная резка металла (EDM) — проволочная и прошивка — для токопроводящих материалов, с высокой точностью и чистой кромкой.
Комплекты деталей с точной посадкой; ширина пропила 0.2–0.3 мм, чистовые проходы и маркировка позиций.
Точность до ±0.01–0.02 мм без термодеформации; по ТЗ — снятие микрозаусенцев и контроль геометрии.
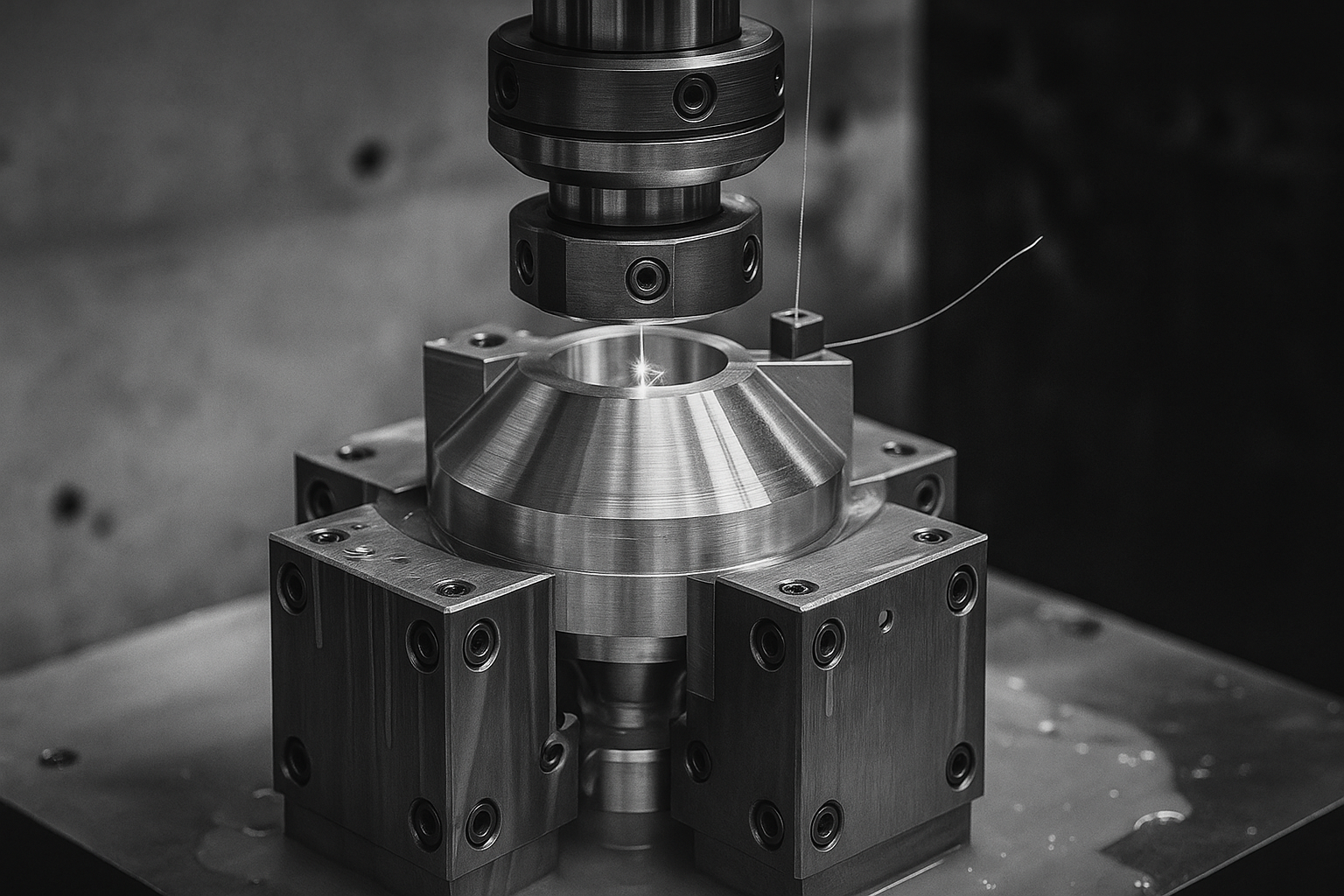
Резка заготовок высотой до 300 мм, малые радиусы и конусность; ступенчатые контуры по чертежу.
Микроотверстия 0.2–3 мм под запуск проволоки и каналы охлаждения; сталь, латунь, медь, титан.
Элементы пресс‑форм и штампов с ровной кромкой, выдержанными углами и повторяемостью партии.
Быстрый запуск. Расчёт в тот же день; фикс‑смета за 3 часа.
Укажите: материал (токопроводящий), высоту/толщину, допуски и требуемую шероховатость, конусность, стартовые отверстия, срочность и доставку. Приложите чертёж (DXF/DWG/STEP/IGES/PDF).
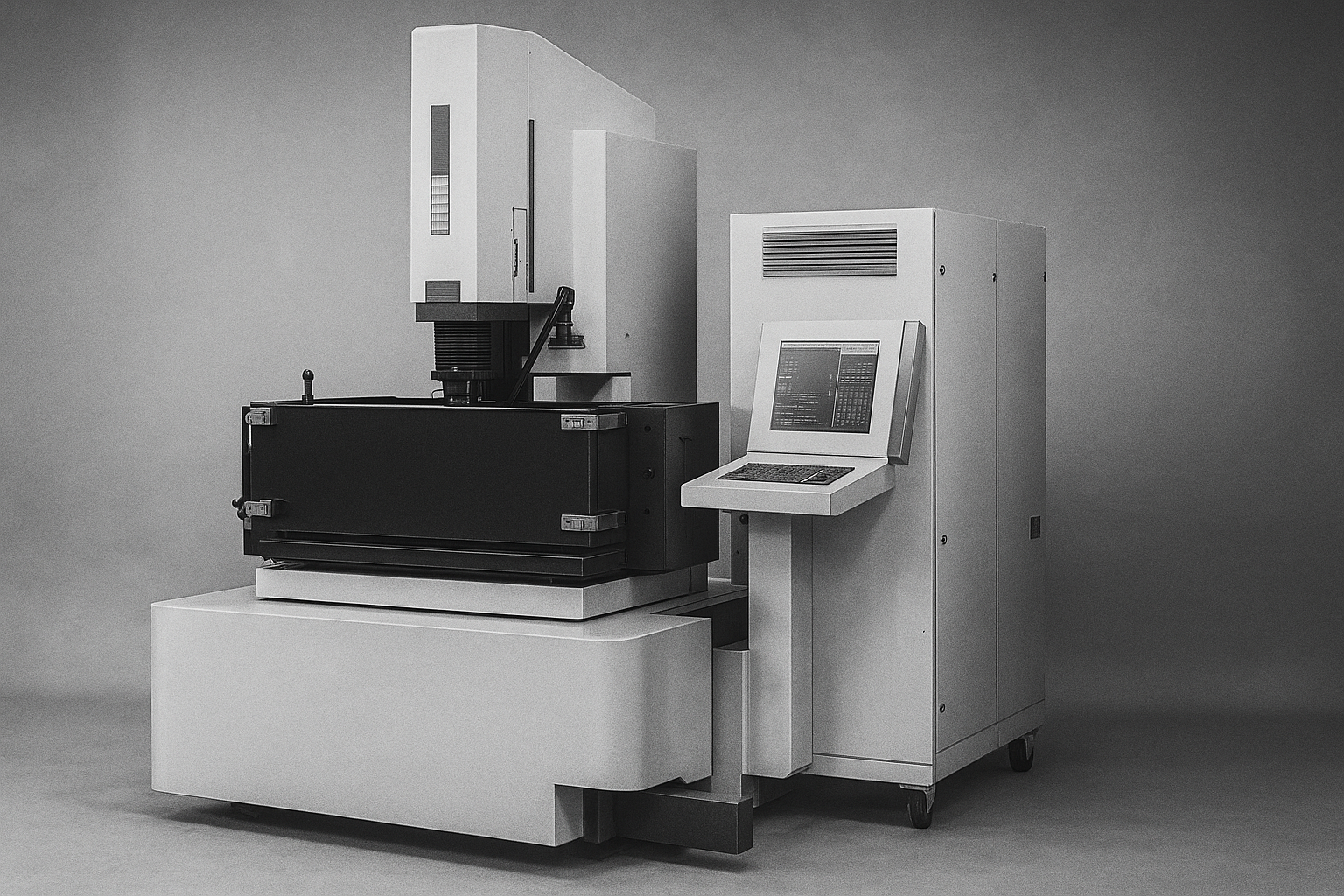
Промышленные комплексы для электроэрозионной резки металла: проволочная вырезка, копировально‑прошивная обработка и электроэрозионное сверление отверстий малого диаметра. Обрабатываем электропроводные материалы, включая инструментальные и нержавеющие стали, титановые и никелевые сплавы, медь и латунь. Параметры согласовываем по чертежу, требуемой точности и шероховатости.
| Тип станка | Модель/бренд (пример) | Класс / среда | Макс. габариты / ходы | Высота детали (ориентир) | Точность / допуски | Скорость / особенности |
|---|---|---|---|---|---|---|
| Проволочно‑вырезная электроэрозионная резка | GF CUT P 550 Pro / Mitsubishi MV2400R / FANUC ROBOCUT α‑C400iC | Проволока 0,10–0,30 мм; деонизированная вода | X×Y≈400×300 мм; Z≈220 мм; конусность до ±25° | До ~300 мм (углеродистая и нержавеющая сталь) | ~±0,005…0,01 мм | Автоматическая заправка проволоки; малые радиусы; шероховатость до 0,2–0,4 мкм |
| Копировально‑прошивная электроэрозионная обработка | Makino EDAF / Sodick AD30L / GF FORM P 350 | Графит или медь; масляный диэлектрик | X×Y≈350×250 мм; Z≈300 мм | До ~400 мм (сталь, титан, твердые сплавы) | ~±0,005…0,01 мм | Глубокие полости и тонкие ребра; острые внутренние углы; контроль износа электрода |
| Электроэрозионное сверление отверстий малого диаметра | Sodick K1C / ONA Drill / HK EDM ZNC | Трубчатые электроды Ø0,2–3,0 мм; вода | X×Y≈300×200 мм; Z≈300 мм | До ~300 мм (закаленные и жаропрочные сплавы) | Позиционирование ~±0,02…0,05 мм | Стартовые отверстия под проволочную резку; обработка на наклонных поверхностях |
| Микро‑электроэрозионная резка высокой точности | Sodick AP200L / Makino UPN‑01 / GF CUT 2000 OilTech | Проволока 0,05–0,10 мм; масляный диэлектрик | X×Y≈200×150 мм; Z≈120 мм | До ~100 мм (прецизионные детали и оснастка) | ~±0,003…0,006 мм | Микрогеометрия, минимальная конусность; стабильная форма кромки |


Диапазоны — ориентиры по способам ЭЭО (проволочная, погружная, электроэрозионное сверление). Точный режим, допуск и шероховатость подтверждаем в коммерческом предложении. Стоимость рассчитываем индивидуально по вашему чертежу.
| Материал / марка | Проволочная ЭЭО, мм (ориентир) | Погружная ЭЭО, мм (ориентир) | ЭЭО‑сверление, мм (ориентир) | Комбинированно (ЭЭО+мех.), мм | Примечание |
|---|---|---|---|---|---|
| Инструментальные стали (40Х, У8, Х12МФ) | ~0,3–300 | ~0,3–250 | ~Ø0,3–3,0 | до ~400 | Тонкие радиусы и сложные контуры; Ra до 0,8–1,6 без термоперекала |
| Нержавеющие стали AISI 304 / 316 / 430 | ~0,3–300 | ~0,3–220 | ~Ø0,3–2,5 | до ~350 | Чистая кромка без окалины и деформаций; стабильно для герметичных узлов |
| Алюминий (Al 1050 / 5083 / 6061) | ~0,3–250 | ~0,3–200 | ~Ø0,5–3,0 | до ~300 | Высокая проводимость; важна корректная настройка диэлектрика и промывки |
| Медь (Cu), латунь (CuZn) | ~0,2–200 | ~0,2–180 | ~Ø0,2–2,0 | до ~250 | Отличная точность и чистота кромки; подходит для микроэлементов |
| Титан (ВТ1‑0 / ВТ6) | ~0,3–220 | ~0,3–180 | ~Ø0,3–2,0 | до ~280 | Стабильная резка в диэлектрике; минимальная термозона влияния |
| Твёрдый сплав (WC‑Co), быстрорезы (HSS) | ~0,3–200 | ~0,3–150 | ~Ø0,3–1,5 | до ~220 | Формообразование пресс‑оснастки и штампов; микротрещины исключаем режимами |
Работы выполняем по чертежу с входным контролем и протоколом приемки. Диапазоны допусков ниже приведены как ориентиры; точные режимы подтверждаем в коммерческом предложении с учетом марки и толщины вашего металла.
Кейс-галерея электроэрозионной резки металла в Санкт-Петербурге: материалы, высота реза, типы операций, сроки. Детальную смету и сроки подтверждаем после проверки чертежей и требований к шероховатости.




Приложите DXF/DWG или PDF — ответим сегодня; смета и сроки — после проверки чертежа и требований к точности.
От заявки и чертежа до точного контура без термического влияния, межоперационного контроля, финального ОТК и отгрузки. Серийные и единичные детали, срочные пуски и ночные смены — по согласованию.
DXF/DWG/PDF; материал и высота заготовки, требуемые допуски до ±0,01–0,05 мм, минимальные внутренние радиусы, требуемая шероховатость, необходимость стартовых отверстий, маркировка деталей.
Смета по позициям; технологический маршрут, карты установки и подвода проволоки, учет искрового зазора и припуска, выбор вида электроэрозии (проволочная, копировально‑прошивная), черновые и чистовые проходы.
Выставляем счет и запускаем работы. При необходимости изготавливаем медные или графитовые электроды для прошивки, проверяем плоскостность и твердость, согласуем фиксацию и базирование на станке.
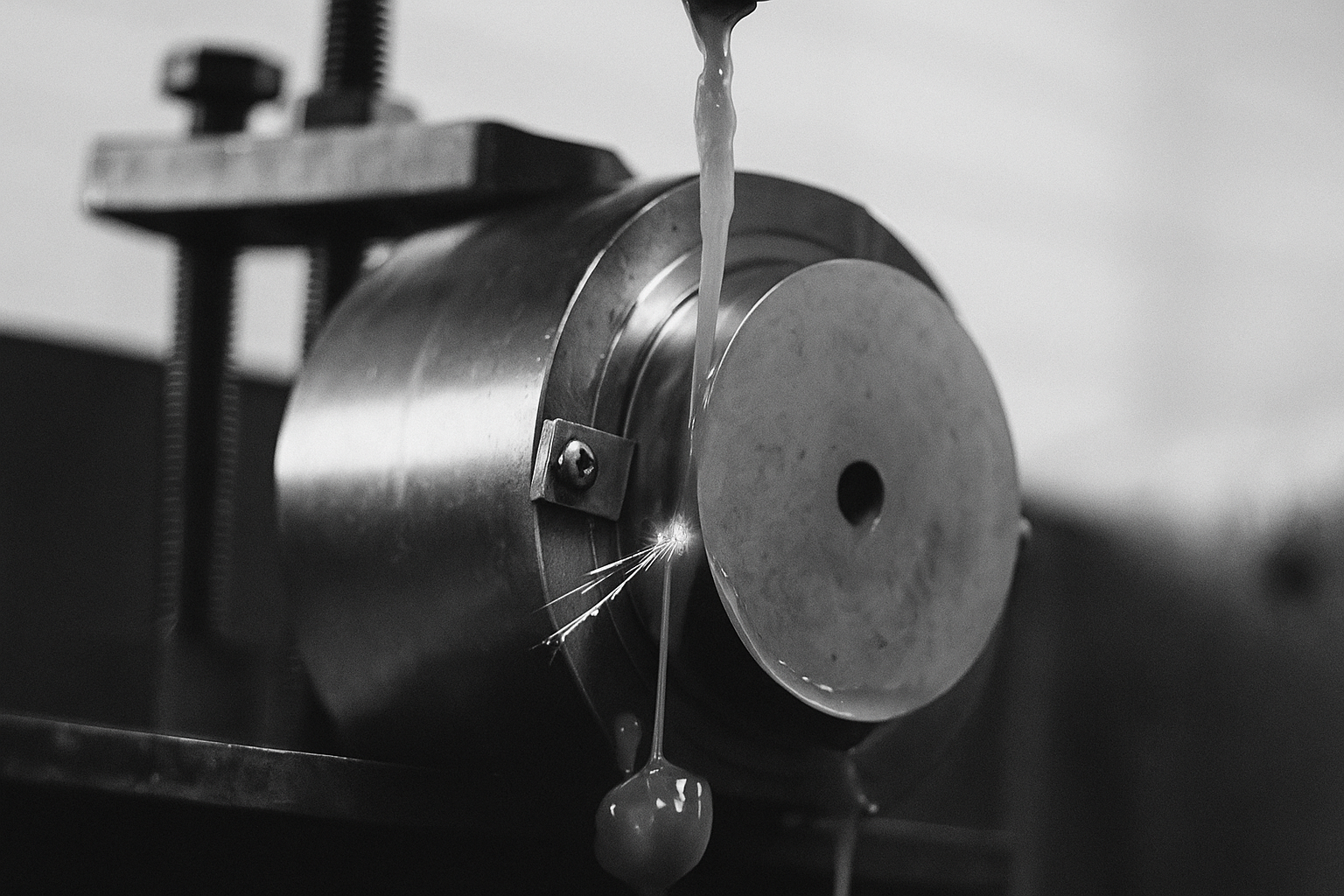
Резка на электроэрозионных станках: настройка генератора импульсов, силы тока и длительности, выбор диэлектрика и промывки, компенсация искрового зазора, черновые и чистовые проходы для получения требуемой шероховатости.
Упаковка по спецификации, маркировка, индивидуальные кассеты или паллеты. Доставка по Санкт‑Петербургу и Ленинградской области или самовывоз со склада.
Расчет в тот же день • фикс‑смета за 3 часа
Электроэрозионная резка металла выполняется по согласованному SLA. Сроки запуска и отгрузки зависят от марки и твердости материала, высоты детали, требуемой точности и шероховатости поверхности, а также типа операции (проволочная вырезка, копировально-прошивная обработка). Смету и календарный план подтверждаем после проверки чертежа, стратегии подвода, промывки и фиксации заготовки.
Пришлите чертёж и желаемую дату — подберём режимы электроэрозии, тип операции и ближайшее окно.
Прайс для расчёта проволочной электроэрозионной резки по чертежам. Итоговая смета подтверждается в КП по запросу.
| ЭЭР (Сталь) | 1 мм | 5 мм | 10 мм | 20 мм |
|---|---|---|---|---|
| ₽/м | 237 | 285 | 475 | 712 |
| ЭЭР (Нержавейка) | 1 мм | 5 мм | 10 мм | 20 мм |
|---|---|---|---|---|
| ₽/м | 290 | 332 | 522 | 900 |
| ЭЭР (Почасовой тариф) | Стандарт | Точная/тонкая проволока |
|---|---|---|
| ₽/час | 1 800–2 500 | 2 150–2 900 |
| Доп. операции | Стартовое отверстие (до Ø3 мм), ₽/шт | Прошивка электроэрозионная, ₽/час |
|---|---|---|
| Электроэрозионная прошивка | Договорная | 2 200–2 700 |
Ответы на типовые вопросы по электроэрозионной резке металла в Санкт-Петербурге. Нет нужного — отправьте чертёж, ответим сегодня.
DXF/DWG/PDF, миллиметры; замкнутые контуры без наложений, толщина линии 0; для проволочной электроэрозии предпочтительны полилинии и одна геометрия в слое; имя файла без пробелов.
Электроэрозионная резка — от 12 000 ₽. Точная сумма формируется в коммерческом предложении после проверки геометрии, толщины и партии.
Проволочная электроэрозия: ориентировочно ±0,005…0,02 мм в зависимости от толщины и числа чистовых проходов. Прошивная электроэрозия: ориентировочно ±0,01…0,03 мм. Фиксируем в коммерческом предложении по материалу и толщине.
Для сложных контуров, высокой точности, аккуратной кромки без термодеформаций и обработки закалённых сталей, твёрдых сплавов и титана лучше подходит электроэрозия. Для прямых отрезов и массовых заготовок экономичнее гильотина или другие способы резки.
Да, если материал электропроводный. Примем материал с документами; остатки вернём или упакуем. Альтернатива — поставим «под ключ» со склада или через транспортную компанию (здесь вставить ссылку).
Подтверждение до 12:00 — запуск в тот же день, позже — на следующий. Типовые партии электроэрозии — от одного до трёх дней с учётом толщины и длины реза. Ускорение и ночные смены — по согласованию.
Санкт-Петербург — своим транспортом по слотам; Ленинградская область и регионы — любая транспортная компания (трек: «здесь вставить ссылку»). Самовывоз — адрес цеха «здесь вставить ссылку».
Рассчитываем по минутной ставке станка, длине реза, числу чистовых проходов и расходу проволоки или электродов с учётом толщины и требований к шероховатости. Финальную смету направим в коммерческом предложении по вашему DXF/DWG.
Фиксируем допуски для электроэрозионной резки (EDM) в КП, при необходимости делаем тест‑рез на контрольном фрагменте и подтверждаем качество протоколом ОТК. Работаем по DXF/DWG/PDF (мм) с прозрачной ответственностью.
Нужно вырезать детали сложной геометрии с минимальными отклонениями и без деформаций. Мы выполняем проволочную и погружную электроэрозионную обработку, а также сверление стартовых отверстий, обеспечивая чистовую поверхность и стабильную повторяемость для заказов в Санкт‑Петербурге.