Серийный раскрой по DXF/DWG с нестингом
Оптимизация раскладки под формат листа, микроперемычки, штрих-код и маркировка позиций для сборки.
Раскрой металла по вашему чертежу на станках с ЧПУ: сталь, нержавеющая сталь, алюминий, латунь. Расчёт стоимости в тот же день.
Расчёт стоимости . КП отправим на Email, WhatsApp или Telegram.
Серийный раскрой листов и заготовок на волоконных лазерах 2D — сталь, нержавейка, алюминий — с точной геометрией,минимальной термодеформацией.
Оптимизация раскладки под формат листа, микроперемычки, штрих-код и маркировка позиций для сборки.
Резка без окалины, сохранение защитной плёнки, контроль разрешений по макету.
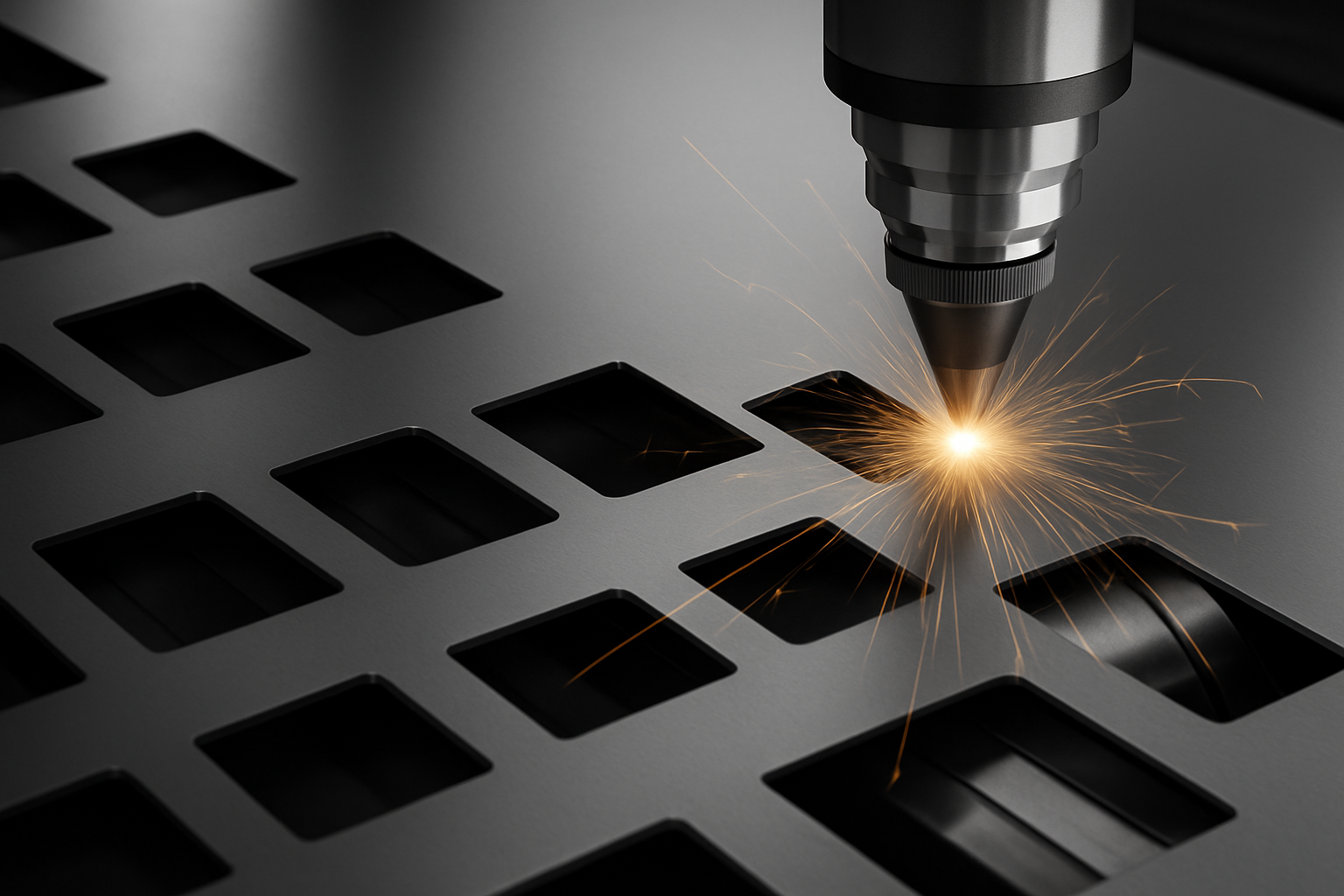
Высокомощная волоконная раскрой с газом, стабильная геометрия и повторяемость контуров.
Технологические базы, керны, посадочные отверстия, учёт припусков; чистая поверхность для последующих операций.
Тонкие элементы, мелкий шаг отверстий; сохранение жёсткости и минимальные заусенцы.
Быстрый запуск; фикс-смета за 3 часа.
Укажите: материал, толщину и размер листа, требуемый газ , качество , наличие защитной плёнки, маркировку, тираж, сроки и доставку. Приложите проект (DXF/DWG/STEP/PDF/JPG).
На волоконных комплексах: чистый срез , быстрый рез углеродистой стали , маркировка и микромостики. Работаем по КД и форматам DWG/STEP, оптимизируем раскрой и требования к геометрии под материал и партию.
| Тип станка | Модель/бренд (пример) | Мощность / класс | Макс. формат листа | Диапазон толщин (ориентир) | Точность / допуски | Скорость / особенности |
|---|---|---|---|---|---|---|
| Волоконный лазер, сталь на газе | TRUMPF TruLaser 3030 / Bystronic BySmart Fiber | 6–10 кВт | 3000×1500 мм (возможен 4000×2000) | ~3–25 мм (стали С235–С355) | ~±0,1…0,2 мм | Высокая скорость, оксидная поверхность под покраску/цинкование |
| Волоконный лазер, нержавеющая сталь/алюминий | TRUMPF TrLaser / Bystronic fiber | 4–8 кВт | 3000×1500 мм | ~0,5–20 мм (нерж), ~0,8–12 мм (алюминий) | ~±0,1 мм в тонких листах | Чистая поверхность без оксидов, минимальный припуск на гибку |
| Тонкий лист и микрорез | AMADA ENSIS / аналогичный fiber | 1–3 кВт | 3000×1500 мм | ~0,2–3 мм | до ~±0,05…0,10 мм | Малые отверстия, микромостики, мелкие требования к геометрии |
| Лазер по трубе и профилю | TruLaser Tube / Bodor T-серия | 3–4 кВт, ротатор | труба до Ø220×6000 мм | ~1–8 мм (сталь/нерж/алюминий) | ~±0,2…0,3 мм | Отверстия, шлицы, фаски, маркировка по трубе |


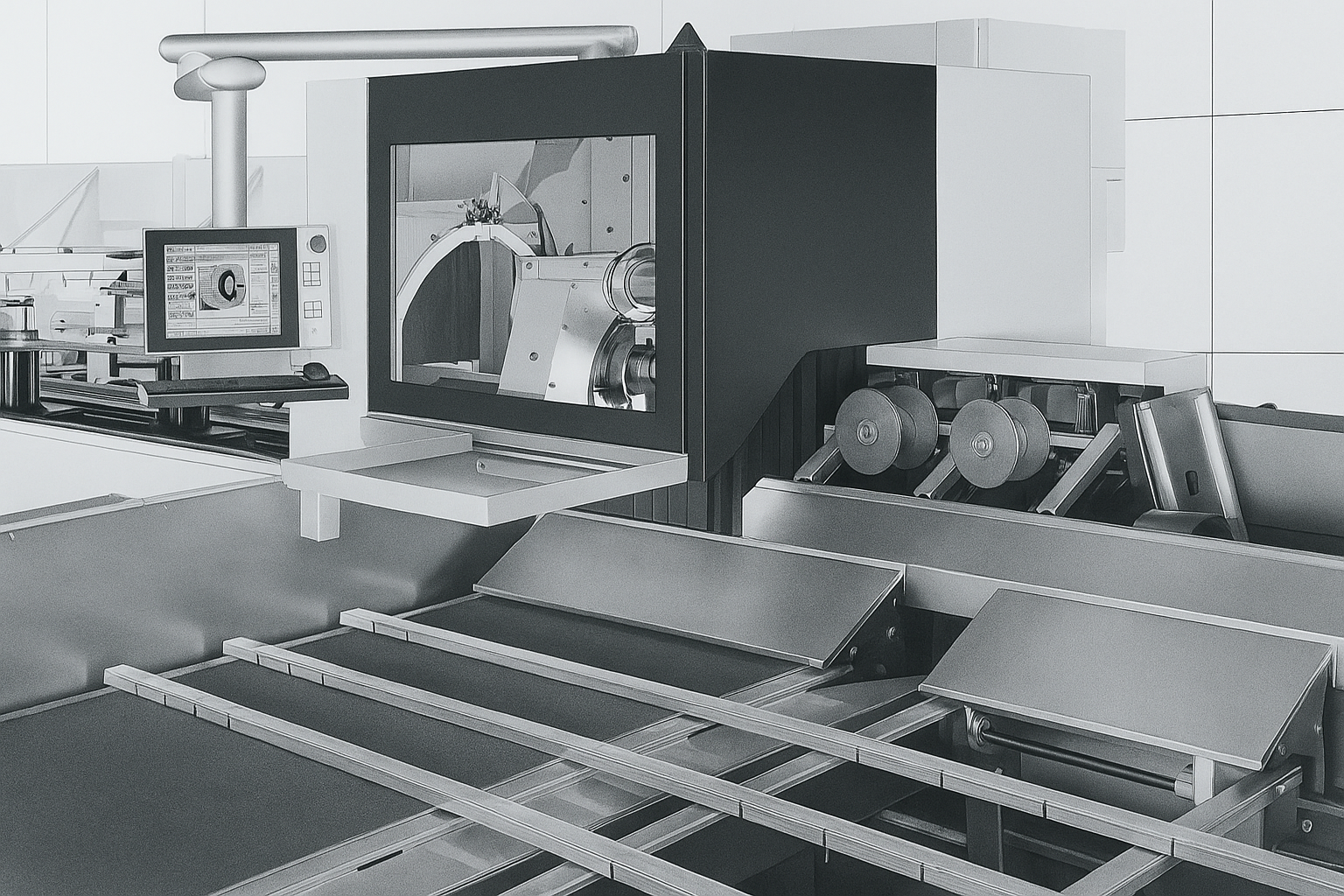
Высокоточная резка, минимальная зона термического влияния, чистая поверхность без грата. Диапазоны указаны как рабочие ориентиры; подбираем газ, сопло и режимы резания. Точные требования к геометрии и срок подтвердим в коммерческом предложении.
| Материал / марка | Лазер, мм (ориентир) | Плазма, мм (ориентир) | Гидроабразив, мм (ориен) | Газокислород, мм | Примечание |
|---|---|---|---|---|---|
| Ст3, 09Г2С (углеродистая/низколегированная сталь) | ~0,5–25 | ~3–50 | ~1–150+ | ~40–200 | Чистая линия реза до ~12 мм; газ — для больших толщин и высокой скорости |
| AI 304 / 430 (нержавеющая сталь) | ~0,5–20 | ~3–40 | ~1–120+ | — | Оптимально на газе; сохраняем защитные плёнки и чистоту |
| Алюминий (1050 / 5083) | ~0,5–12 | ~3–40 | ~1–120+ | — | Подбор режимов под отражающие сплавы; при толстых листах возможен гидроабразив |
| Медь | ~0,5–6 | ~3–20 | ~1–80+ | — | Высокоотражающий материал; для чистых краев используем гидроабразив |
| Латунь | ~0,5–8 | ~3–25 | ~1–80+ | — | Декор и перфорация — лазер на гидроабразив |
| Титан (например, ВТ1-0) | ~0,5–10 | ~3–30 | ~1–80+ | — | Требует аккуратных режимов и чистой оснастки; подтверждаем по макету |
Резку нержавейки лазером выполняем по рабочим проектам с участием отдела технической проверки и оформлением протокола приёмки. Приведённые диапазоны погрешностей являются ориентирами; точные режимы согласуем и подтверждаем в коммерческом предложении. Стоимость и сроки фиксируем в КП.
Кейс-галерея: материалы, толщины, тип газовой поддержки и качество среза. Смету и сроки подтверждаем после проверки сметы.



Приложите DWG или PDF — ответим сегодня. Смету и сроки подтвердим после проверки.
От заявки до раскроя с чистым срезом без заусенцев, контролем геометрии и отгрузкой. Работаем со сталью, нержавеющей сталью и алюминием; поддерживаем микромостики, маркировку контуров и газовую резку.
Файл в формате DWG/PDF, материал и толщина 0,5–25 мм, габариты листа, требуемый класс среза, зазоры, минимальная перемычка, требования к маркировке и газу.
Смета по штукам и квадратным метрам, оптимизация раскладки на основе ширины реза, микромостиков и направлений реза, выбор газа.
Выставляем счёт и запускаем заказ. Принимаем листы заказчика по накладной либо поставляем собственный металл с сертификатами.
Лазеры 2–10 кВт. Настройка фокуса, сопла и давления газа, контроль скорости и качества , очистка от заусенцев и маркировка деталей.
Маркируем партии по спецификации, используем прокладки и защитную плёнку от царапин. Паллетирование или кассеты; доставка по спб и области или самовывоз.
• фикс-смета за 3 часа
На волоконных установках: углеродистая и нержавеющая сталь, алюминий и сплавы. Выполняем контурную резку с микромостиками, технологическую маркировку, отверстия и фаски с применением кислорода, воздуха. Сроки зависят от марки и листа, длины и сложности контура, выбранного газа и требуемого качества. Смету и календарный план подтверждаем после проверки эскизов и карт раскроя.
Пришлите макет, материал и толщину, требования к качеству линии и рабочий газ — предложим технологию и ближайшее окно.
Актуальные базовые тарифы. Итоговая стоимость рассчитывается по смете и фиксируется в деловом предложении.
| Лазер (углеродистая сталь) | 0,5 мм | 0,8 мм | 1 мм | 1,5 мм | 2 мм | 3 мм | 4 мм | 5 мм | 6 мм | 8 мм | 10 мм | 12 мм | 14 мм | 16 мм | 20 мм | 25 мм | 30 мм |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ₽/м | 3,8 | 6 | 7 | 11 | 14 | 18 | 27 | 37 | 48 | 63 | 78 | 94 | 128 | 155 | 210 | 270 | 325 |
| Лазер (нержавеющая сталь, N₂) | 0,5 мм | 0,8 мм | 1 мм | 1,5 мм | 2 мм | 3 мм | 4 мм | 5 мм | 6 мм | 8 мм | 10 мм | 12 мм | 14 мм | 16 мм | 20 мм |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ₽/м | 9 | 14 | 17 | 24 | 30 | 40 | 55 | 70 | 86 | 115 | 150 | 185 | 215 | 250 | 320 |
| Лазер (алюминий, латунь, медь) | 0,5 мм | 0,8 мм | 1 мм | 1,5 мм | 2 мм | 3 мм | 4 мм | 5 мм | 6 мм | 8 мм | 10 мм | 12 мм | 14 мм | 16 мм | 20 мм |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ₽/м | 7 | 11 | 13 | 18 | 24 | 32 | 45 | 60 | 75 | 98 | 128 | 160 | 190 | 225 | 295 |
| Лазер (трубы и профиль, сталь) | до 2 мм | 2–3 мм | 3–4 мм | 4–5 мм | 5–6 мм | 6–8 мм |
|---|---|---|---|---|---|---|
| ₽/м | 18 | 24 | 32 | 42 | 55 | 72 |
| Дополнительные операции (лазер) | Пробивка отверстий, ø до 10 мм | Пробивка отверстий, ø 10–40 мм | Микромостики и маркировка |
|---|---|---|---|
| ₽/шт или ₽/м | от 1 | от 3 | от 5 |
Ответы на типовые вопросы. Если нужного пункта нет, отправьте эскиз, подготовим ответ.
Принимаем файлы в форматах DXF, DWG, PDF; единицы измерения — миллиметры; контуры должны быть замкнутыми, без толщины линии и дубликатов. Полилинии предпочтительнее сплайнов, шрифты переведены в кривые, масштабы и базирование единые. Имя файла — без пробелов.
Действует минимальная сумма счёта, покрывающая наладку станка, подбор режимов и запуск партии. Точный размер сообщаем после проверки чертежей и состава заказа. Однотипные детали объединяем для снижения стоимости единицы.
Типичные погрешности составляют порядка ±0,10…0,30 мм по контуру при корректных режимах. Ширина пропила и конусность зависят от толщины и газа: даёт чистую, немагнитную грань без оксидного слоя, газопламенная обработка ускоряет рез при наличии оксидной плёнки. Параметры указываем в официальном предложении.
Лазер обеспечивает высокую точность, чистую кромку и скорость на тонких и средних толщинах, особенно для нержавеющих сталей и алюминия. Плазма экономична на больших толщинах и крупногабаритных деталях. Гидроабразив универсален для сложных и многослойных материалов без термозоны. Выбор зависит от допусков, геометрии и требований к кромке.
Да, работаем с материалом заказчика при наличии документов. Остатки возвратим или упакуем. По запросу поставим металл «под ключ» со склада или организуем доставку через транспортную компанию.
Работаем с распространёнными форматами листа и диапазоном толщин; точные пределы по стали, нержавейке и алюминию подтверждаем при расчёте под конкретную задачу и режимы согласуем в техконтакте.
Подтверждение до 12:00 позволяет запустить работу в тот же день, позже — на следующий рабочий день. Типовые партии выполняем в срок от 1 до 3 дней, ускорение и ночные смены согласуем отдельно.
Доставляем собственным транспортом по согласованным временным окнам. По Ленинградской области и другим регионам отправляем через транспортные компании с отслеживанием. Доступен самовывоз с производственного адреса.
Стоимость формируется по длине и количеству проколов, марке и толщине, типу вспомогательного газа, требованиям к точности и чистоте контура, а также по тиражу. Итоговую смету указываем в профессиональном предложении после проверки файлов.
Фиксируем допустимые пределы по контуру, отверстиям, перпендикулярности, высоте заусенца и зоне термического влияния в официальном предложении; по запросу выполняем тест-рез и подтверждаем качество протоколом ОТК. Работаем по проектам в форматах DXF/PDF (мм) и картам раскроя с прозрачной ответственностью.
Нужно получить деталь, которая совпадает с эскизом и не требует доработки реза. Здесь — практические ориентиры по выбору режимов, подготовке файлов и контролю качества для заказов в Ленинградской области.