Серийный раскрой нержавейки по DXF/DWG
Оптимизация раскладки под формат листа, учет ширины реза, микро‑перемычки и маркировка позиций для быстрой сборки.
Санкт-Петербург. Лазерная резка нержавейки AISI 304/316/430 по вашим чертежам: высокая точность, чистая кромка без окалины, минимальная деформация.
Расчёт в тот же день. КП — в Email / WhatsApp / Telegram.
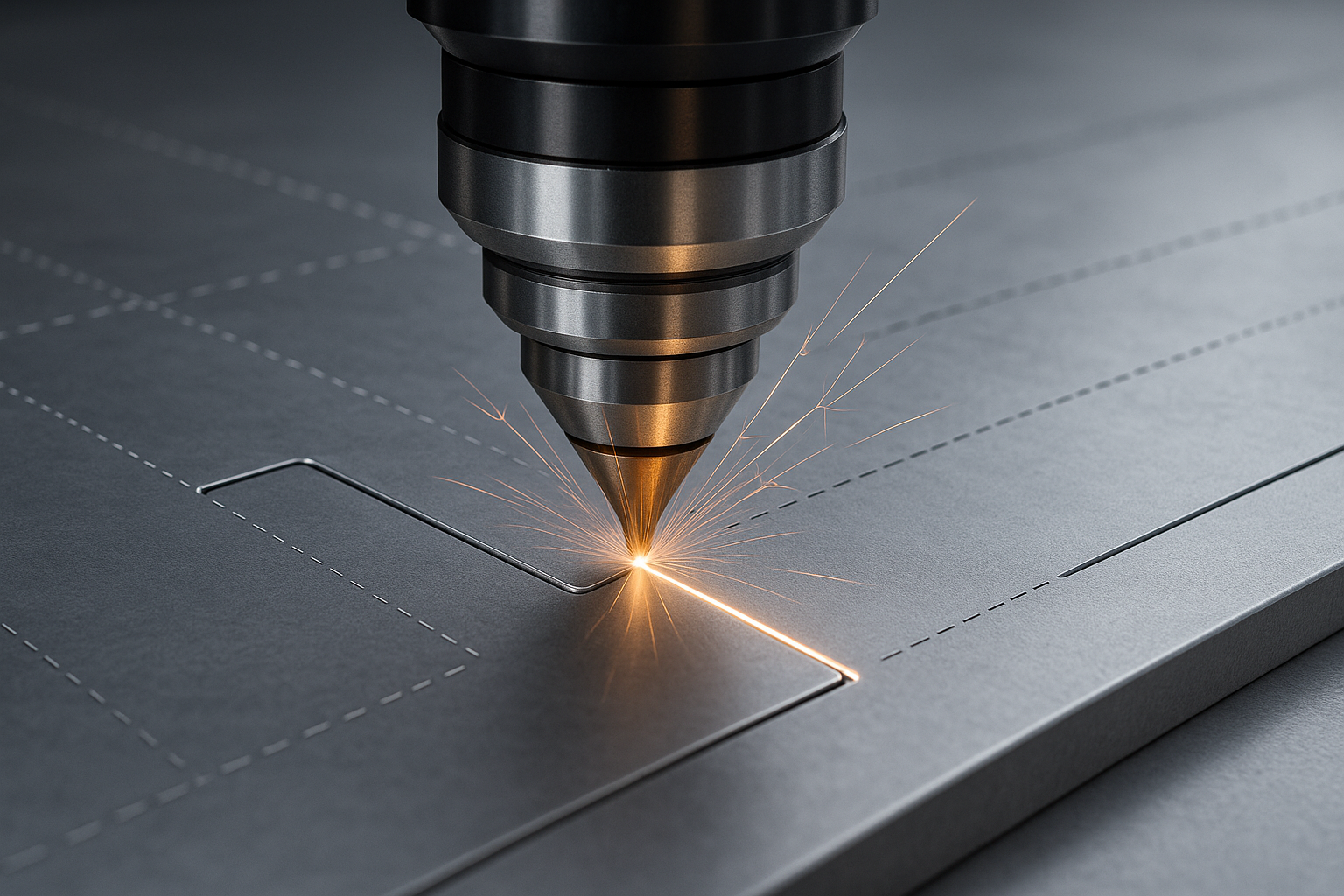
Лазерная резка нержавеющей стали в Санкт‑Петербурге: высокоточная резка на волоконных лазерах с азотом для кромки без окалины, сохранение защитной пленки, стабильная геометрия и повторяемость для марок AISI 304, AISI 321 и AISI 430.
Оптимизация раскладки под формат листа, учет ширины реза, микро‑перемычки и маркировка позиций для быстрой сборки.
Резка с азотом для финишной кромки, сохранение защитной пленки, соблюдение допусков по рабочему чертежу.
Высокомощная резка с азотом или кислородом, стабильная геометрия, при необходимости подготовка фасок под сварку.
Технологические базы и керны, посадочные отверстия, учет припусков; чистая кромка для последующих операций.
Тонкие элементы, мелкий шаг отверстий, аккуратная кромка; сохранение жесткости листа и минимальные заусенцы.
Быстрый запуск. Расчет в тот же день; фикс‑смета за 3 часа.
Укажите: марку нержавеющей стали, толщину и формат листа, тип газа (азот или кислород), допуски и чистоту кромки, наличие защитной пленки, требования к маркировке и упаковке, тираж, сроки и доставку. Приложите чертеж (DXF/DWG/STEP/PDF/JPG).
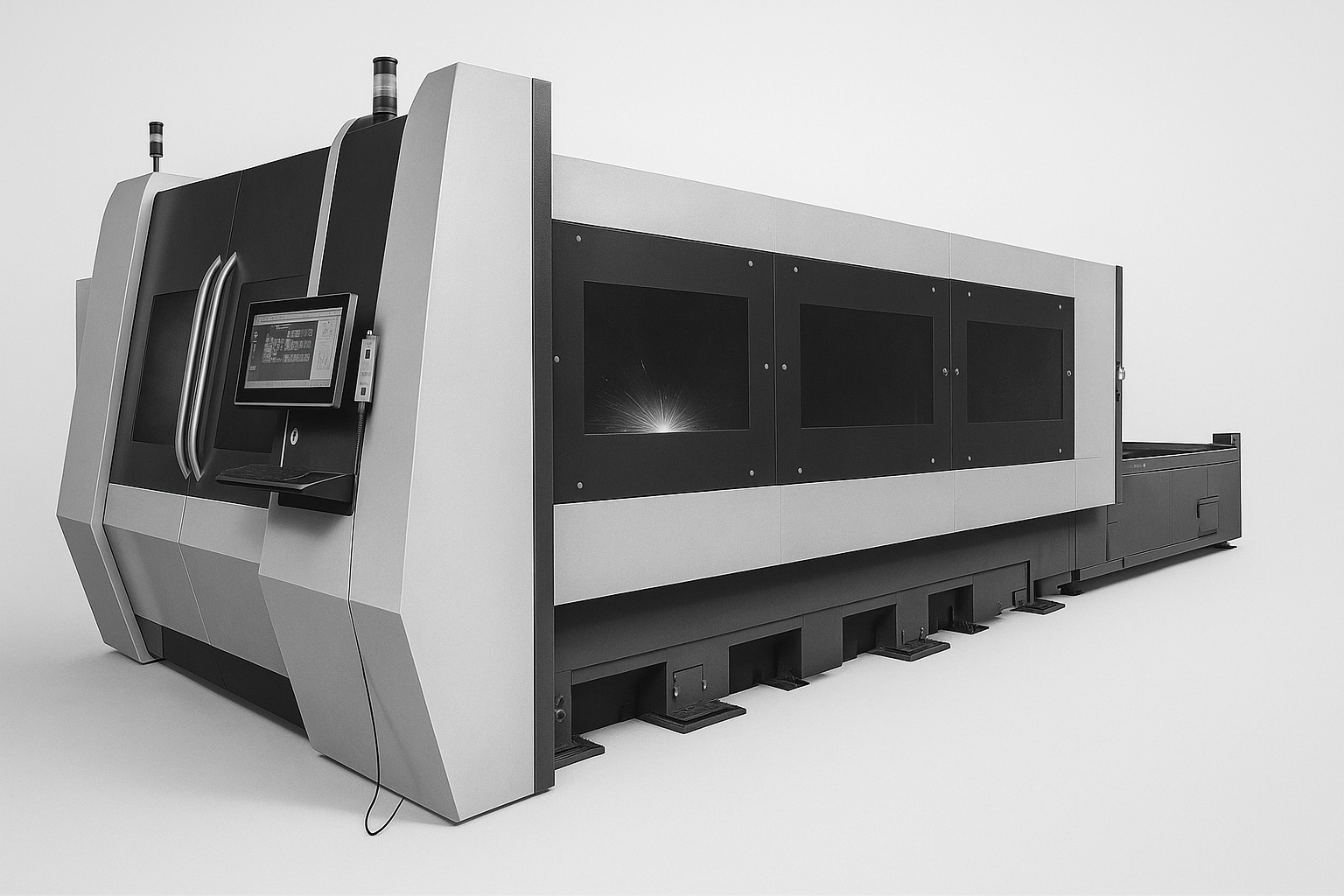
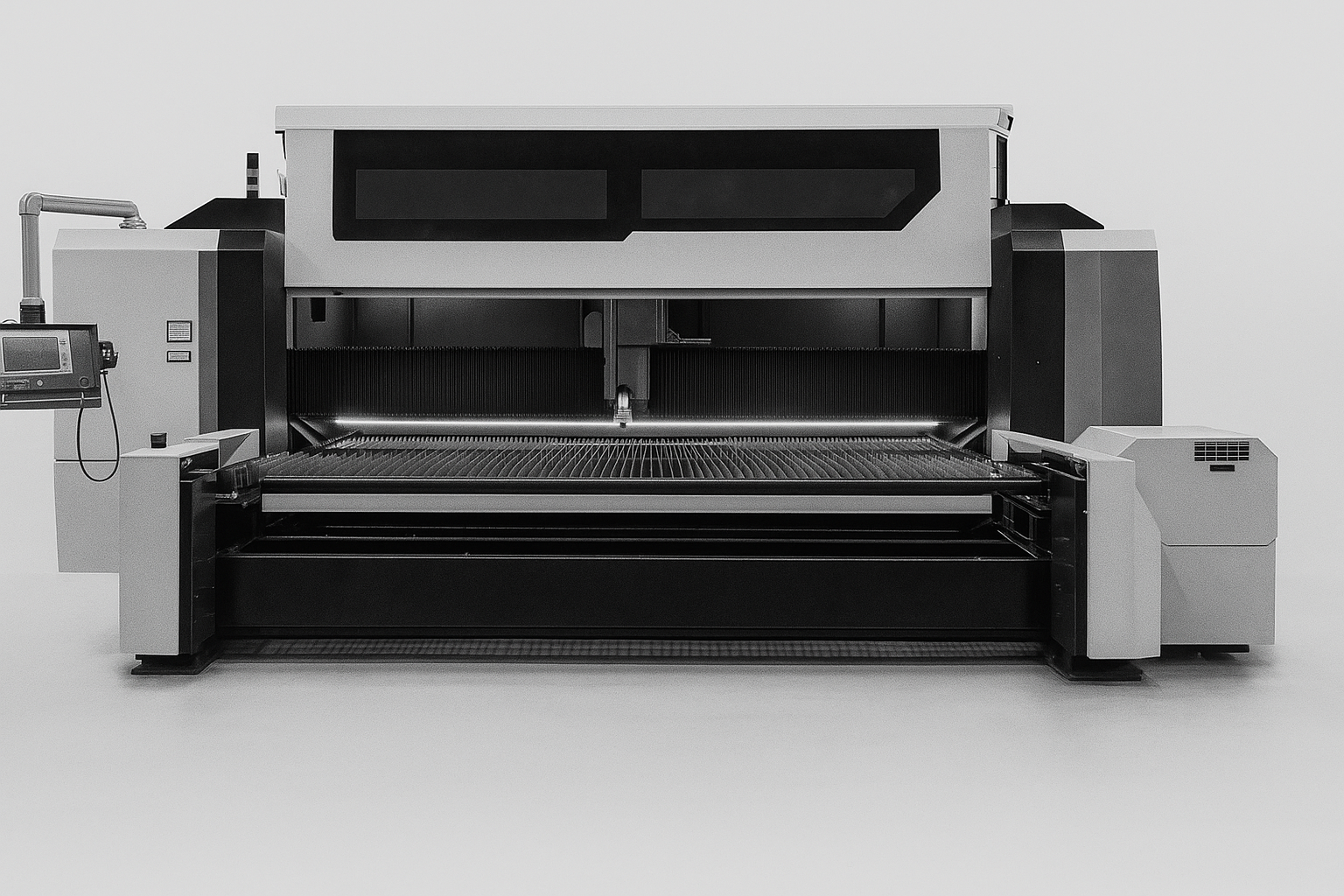
Волоконные комплексы для раскроя нержавеющей стали: лист, труба и профиль. Толщины — от 0,3 до 40 мм в зависимости от марки; кромка без окалины на азоте или смеси N2–H2. Режимы подбираем под чертёж, стоимость рассчитываем индивидуально.
| Тип станка | Модель/бренд (пример) | Мощность / класс | Макс. формат листа | Диапазон толщин (ориентир) | Точность / допуски | Скорость / особенности |
|---|---|---|---|---|---|---|
| Плоский лист — волоконный лазер (нержавеющая сталь) | Bystronic ByStar Fiber 3015 / TRUMPF TruLaser 3040 fiber | 6–12 кВт | 3000×1500 (возможен 4000×2000) | 0,5–20 мм AISI 304/316 | ±0,10…0,15 мм | N2 — чистая кромка без окалины; микромостики и маркировка по запросу |
| Высокомощная резка толстой нержавейки | Bystronic ByStar Fiber 4020 / TRUMPF TruLaser 5030 fiber | 12–20 кВт | 4000×2000 | 20–40 мм AISI 304/321/430 | ±0,15…0,30 мм | Смесь N2–H2 95/5 — светлая кромка; стабильность контура на больших толщинах |
| Труборез лазерный по нержавеющим трубам и профилям | TRUMPF TruLaser Tube 7000 fiber / BLM LT7 | 3–6 кВт | Труба/профиль до Ø220×6000 | Толщина стенки 0,8–8 мм | ±0,15…0,30 мм | Скошенные торцы, окна и пазы; автоматическое центрирование и выгрузка |
| Прецизионная резка тонкой нержавейки | TRUMPF TruLaser 1030 fiber / TCI Cutting F Series | 2–4 кВт | 3000×1500 | 0,3–3 мм AISI 304/316L | ±0,05…0,10 мм | Минимальный термовклад; отверстия ≥0,8×S; зеркальные листы с защитной плёнкой |


Волоконный лазер на азоте: чистая кромка без окалины и потемнения, минимальная термозона влияния. Диапазоны приведены как рабочие ориентиры по маркам нержавейки; окончательные режимы и сроки подтверждаем в коммерческом предложении по вашему чертежу и партии.
| Материал / марка | Лазер, мм (ориентир) | Плазма, мм (ориентир) | Гидроабразив, мм (ориентир) | Газокислород, мм | Примечание |
|---|---|---|---|---|---|
| AISI 304 / 304L (аустенитная, универсальная) | ~0,5–20 | ~3–40 | ~1–120+ | — | N2 для чистой кромки; сохраняем защитные плёнки |
| AISI 316L (повышенная коррозионная стойкость) | ~0,5–16 | ~3–35 | ~1–100+ | — | Толстые листы — проба режима и выбор сопла |
| AISI 321 (жаропрочная, стабилизированная) | ~0,5–16 | ~3–35 | ~1–100+ | — | Минимизируем ЗТВ, N2 — для чистой кромки |
| AISI 430 (ферритная, декоративные изделия) | ~0,5–18 | ~3–30 | ~1–100+ | — | Режем с плёнкой; высокая аккуратность кромки |
| AISI 409 / 439 (жаростойкие, авто-сегмент) | ~0,5–16 | ~3–25 | ~1–80+ | — | Рекомендуем N2 для исключения окрашивания |
| Duplex 2205 (двухфазная) | ~0,8–12 | ~3–25 | ~1–80+ | — | Точная фокусировка и стабильная подача азота |
Выполняем лазерную резку нержавеющих сталей по рабочим чертежам с участием отдела технического контроля и протоколом приемки.
Кейс‑галерея по лазерной резке нержавеющей стали в Санкт‑Петербурге: марки, толщины, тип газовой поддержки и качество кромки.




Приложите DXF/DWG или PDF — ответим сегодня. Смету и сроки подтвердим после проверки чертежа.
От заявки и чертежа до высокоточного раскроя «без окалины» на азоте, с чистой кромкой без заусенцев и минимальной зоной термического влияния. Бережно работаем с поверхностями 2B, BA, шлифованными и зеркальными листами с защитной плёнкой.
DXF/DWG/PDF; марка AISI 304/316/430; толщина 0.5–20 мм; формат листа; допуски и класс кромки; зазоры и минимальные микромостики; наличие защитной плёнки; требования к маркировке.
Смета по штукам и квадратным метрам; оптимизация раскладки с учётом ширины реза и общих линий; расстановка входов/выходов и пробивок; выбор азота для кромки либо кислорода.
Выставляем счёт и запускаем. Принимаем листы с защитной плёнкой по накладной либо поставляем нержавеющую сталь с сертификатами.
Волоконные лазеры 2–10 кВт, высокое давление азота для кромки без потемнений. Точная настройка фокуса, сопла и скорости; контроль геометрии и отверстий.
Маркируем партии по спецификации, используем прокладки и защитную плёнку от царапин. Паллетирование или кассеты; доставка по СПб и ЛО или самовывоз.
Расчёт в тот же день • фикс‑смета за 3 часа
Лазерная резка нержавеющей стали на волоконных установках с инертной продувкой для получения безокисной кромки. Обрабатываем марки AISI 304, AISI 316, AISI 321 и другие аустенитные и ферритные стали, листы с заводской защитной пленкой и без нее.
Пришлите DXF или DWG, марку нержавеющей стали, толщину, состояние поверхности и наличие защитной пленки, выбранный газ и требования к кромке — предложим технологию и ближайшее окно. Расчет в тот же день • фикс‑смета за 3 часа.
Прайс на лазерную резку нержавеющей стали по чертежам заказчика. Итоговая смета подтверждается в КП по запросу.
| Лазер (Сталь, для сравнения) | 1 мм | 2 мм | 3 мм | 4 мм | 6 мм | 8 мм | 10 мм | 12 мм | 16 мм | 20 мм | 25 мм | 30 мм |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ₽/м | 8 | 17 | 25 | 33 | 50 | 67 | 83 | 100 | 133 | 166 | 208 | 250 |
| Лазер — нержавеющая сталь (AISI 304/430) | 1 мм | 2 мм | 3 мм | 4 мм | 6 мм | 8 мм | 10 мм | 12 мм | 16 мм | 20 мм | 25 мм | 30 мм |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ₽/м | 11 | 22 | 32 | 43 | 65 | 87 | 108 | 130 | 173 | 216 | 270 | 325 |
| Плазма — нержавеющая сталь | 2–3 мм | 3–5 мм | 5–8 мм | 8–10 мм | 10–14 мм | 16 мм | 20 мм | 25 мм | 30 мм | 36 мм | 40 мм | 50 мм |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ₽/м | 35 | 45 | 80 | 100 | 130 | 165 | 210 | 260 | 320 | 400 | 460 | 590 |
| Гидроабразив — нержавеющая сталь | 2 мм | 5 мм | 8 мм | 10 мм |
|---|---|---|---|---|
| ₽/м | 95 | 250 | 320 | 540 |
| Газокислород (Сталь, справочно) | 6 мм | 8 мм | 10 мм | 12 мм | 16 мм | 20 мм | 25–30 мм | 40 мм |
|---|---|---|---|---|---|---|---|---|
| ₽/м | 418 | 437 | 449 | 481 | 544 | 578 | 578–609 | 641 |
| Доп. операции | Лазер — пробивка, ₽/шт | Гидро — отверстие, ₽/шт |
|---|---|---|
| Ø до 125 мм | 1–10 | 300 |
| Ø 125–350 мм | 10–20 | 500 |
Ответы на типовые вопросы по лазерной резке нержавеющей стали в Санкт‑Петербурге.
Принимаем DXF, DWG, PDF; единицы — миллиметры; контуры замкнутые, без толщины линии и дубликатов. Полилинии предпочтительнее сплайнов, шрифты — в кривые, масштаб и базирование единые. Компенсацию ширины реза выполняем сами — не добавляйте смещения в файл. Имя файла — без пробелов.
Действует минимальная сумма, покрывающая наладку станка, подбор режимов и запуск партии. Размер сообщим после проверки чертежей и состава заказа. Однотипные позиции объединяем, чтобы снизить стоимость единицы.
Типичные допуски — порядка плюс‑минус от одной десятой до трех десятых миллиметра при корректных режимах. На азоте получаем чистую, светлую кромку без оксидного слоя и окрашивания; микрозавал и заусенец минимальны. Параметры и требования к шероховатости фиксируем в коммерческом предложении.
Азот обеспечивает оксид‑свободную кромку без потемнения, подходит для декоративных изделий, пищевой и медицинской отрасли, а также под последующую полировку и пассивацию. Кислород повышает скорость, но дает оксидную пленку и изменение цвета; применим для черновых заготовок. Выбор газа влияет на цену и указывается в расчете.
Да, работаем с материалом заказчика при наличии документов. Режем с защитной ПВХ‑пленкой на лицевой стороне, чтобы сохранить шлиф и зеркальные поверхности; остатки возвратим или упакуем. По запросу поставим металл «под ключ» со склада или организуем доставку через ТК «здесь вставить ссылку».
Работаем с распространенными марками нержавейки, включая AISI 304, 316, 430 и аналоги по ГОСТ. Диапазон толщин по лазеру уточняем под задачу; форматы листов — стандартные складские и крупноформатные. Точные пределы согласуем при расчете проекта.
Подтверждение до 12:00 позволяет запустить работу в тот же день, более позднее — на следующий рабочий день. Типовые партии выполняем за один–три дня. Возможны ускорение и ночные смены по согласованию.
По Санкт‑Петербургу доставляем собственным транспортом по слотам. По Ленобласти и регионам отправляем через транспортные компании с отслеживанием «здесь вставить ссылку». Доступен самовывоз с производственного адреса «здесь вставить ссылку».
Цена зависит от длины реза и числа проколов, марки и толщины стали, выбранного газа, требований к точности и чистоте кромки, а также от тиража. Итоговую смету фиксируем в коммерческом предложении после проверки файлов DXF/DWG.
Фиксируем допуски по контуру и отверстиям, перпендикулярности кромки, высоте микрозаусенца и зоне термического влияния в коммерческом предложении; по запросу выполняем тест‑рез и подтверждаем качество протоколом ОТК. Работаем по DXF/DWG/PDF (мм) и картам раскроя, сохраняем защитную плёнку и чистоту поверхности.
Нужно получить детали из AISI 304, 316, 430 или 321, которые совпадают с чертежом и не требуют доводки по кромке. Здесь собраны практические ориентиры по режимам, подготовке файлов и контролю качества для заказов в Санкт-Петербурге и Ленинградской области. Расчёт в тот же день • фикс-смета за 3 часа.