Серийный раскрой по DXF/DWG с нестингом
Оптимизация раскладки под формат листа, учёт ширины пропила, микро‑перемычки, маркировка позиций для сборки.
Санкт-Петербург. Лазерный раскрой по вашим чертежам: сталь, нержавеющая сталь, алюминий; контуры, отверстия, фаски, маркировка. Расчёт в тот же день.
Расчёт в тот же день • фикс-смета за 3 часа. КП отправим в Email / WhatsApp / Telegram.
Лазерный раскрой металла в Санкт‑Петербурге: серийное изготовление деталей на волоконных лазерах 2D — сталь, нержавеющая сталь, алюминий — точная геометрия, чистая кромка и минимальная термодеформация.
Оптимизация раскладки под формат листа, учёт ширины пропила, микро‑перемычки, маркировка позиций для сборки.
Резка с азотом для кромки без окалины, сохранение защитной плёнки, соблюдение допусков по рабочему чертежу.
Высокомощная волоконная резка с кислородом или азотом, стабильная геометрия и повторяемость контуров.
Технологические базы и керны, посадочные отверстия, учёт припусков; чистая кромка для последующих операций.
Тонкие элементы, мелкий шаг отверстий, ровная кромка; сохранение жёсткости и минимальные заусенцы.
Быстрый запуск. Расчёт в тот же день; фикс‑смета за 3 часа.
Укажите: материал, толщину и формат листа, газ (азот или кислород), допуски и чистоту кромки, наличие защитной плёнки, требования к маркировке и упаковке, тираж, сроки и доставку. Приложите чертёж (DXF/DWG/STEP/PDF/JPG).
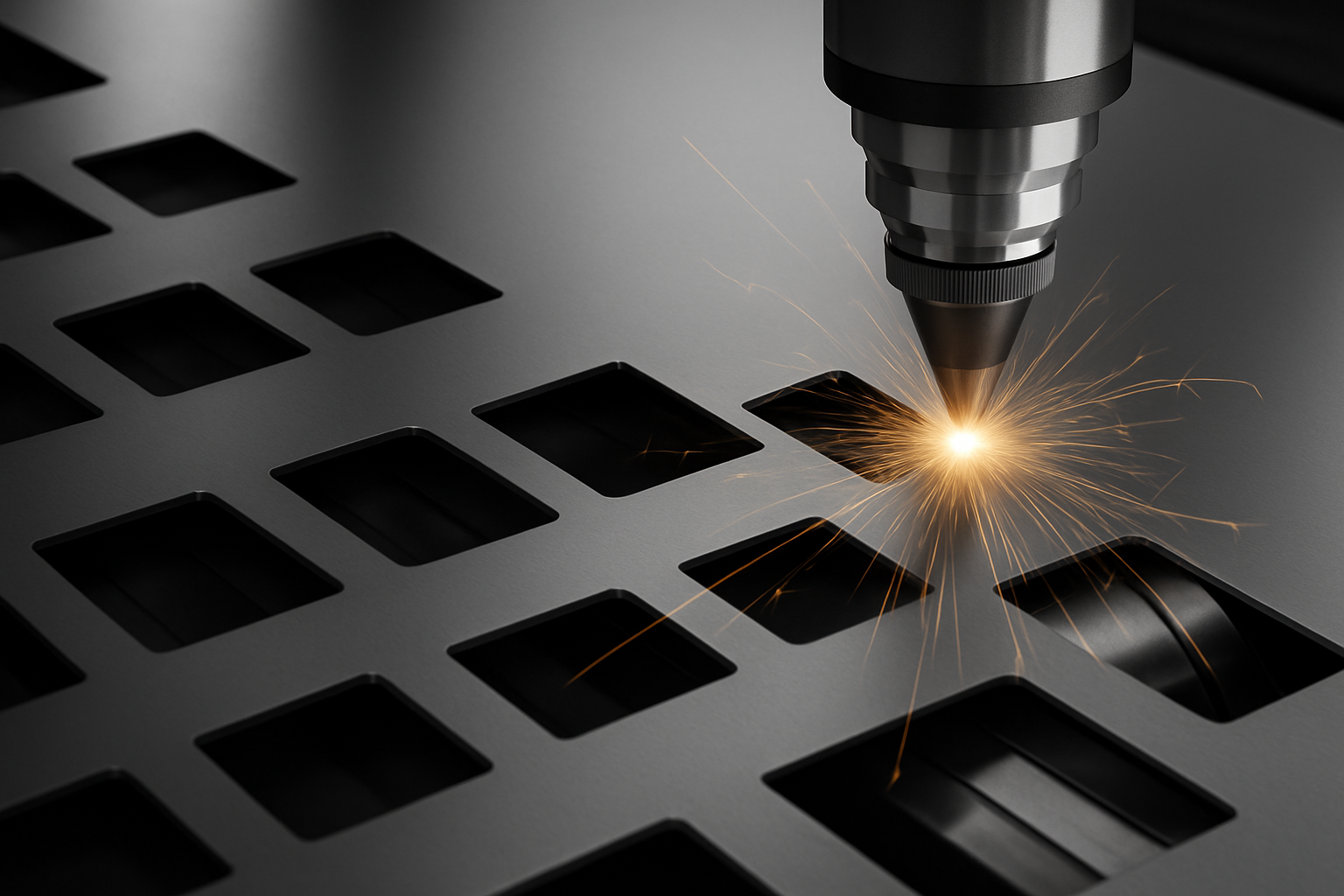
Лазерный раскрой металла на волоконных установках с оптимизацией карт раскладки, микромостиками и маркировкой деталей. Чистая кромка на азоте без оксидов, высокоскоростной рез углеродистых сталей на кислороде.
| Тип станка | Модель/бренд (пример) | Мощность / класс | Макс. формат листа | Диапазон толщин (ориентир) | Точность / допуски | Скорость / особенности |
|---|---|---|---|---|---|---|
| Fiber‑лазер: сталь на O2 | TRUMPF TruLaser 3030 / Bystronic BySmart Fiber | 6–10 кВт | 3000×1500 (возможен 4000×2000) | ~3–25 мм (S235–S355) | ~±0,1…0,2 мм | Высокая скорость, оксидная кромка под покраску и цинк |
| Fiber‑лазер: нержавеющая сталь и алюминий на N2 | TRUMPF TruLaser / Bystronic fiber | 4–8 кВт | 3000×1500 | ~0,5–20 мм (нерж), ~0,8–12 мм (Al) | ~±0,1 мм на тонких листах | Чистая кромка без оксидов, минимальные припуски на гибку |
| Высокоточный микрорез и перфорация тонкого листа | AMADA ENSIS / аналогичный fiber | 1–3 кВт | 3000×1500 | ~0,2–3 мм | до ~±0,05…0,10 мм | Малые отверстия, микромостики, мелкие допуски по КД |
| Лазер по трубе и профилю | TruLaser Tube / Bodor T‑серия | 3–4 кВт, ротатор | труба до Ø220×6000 | ~1–8 мм (сталь, нерж, алюминий) | ~±0,2…0,3 мм | Отверстия, шлицы, фаски, маркировка по трубе |


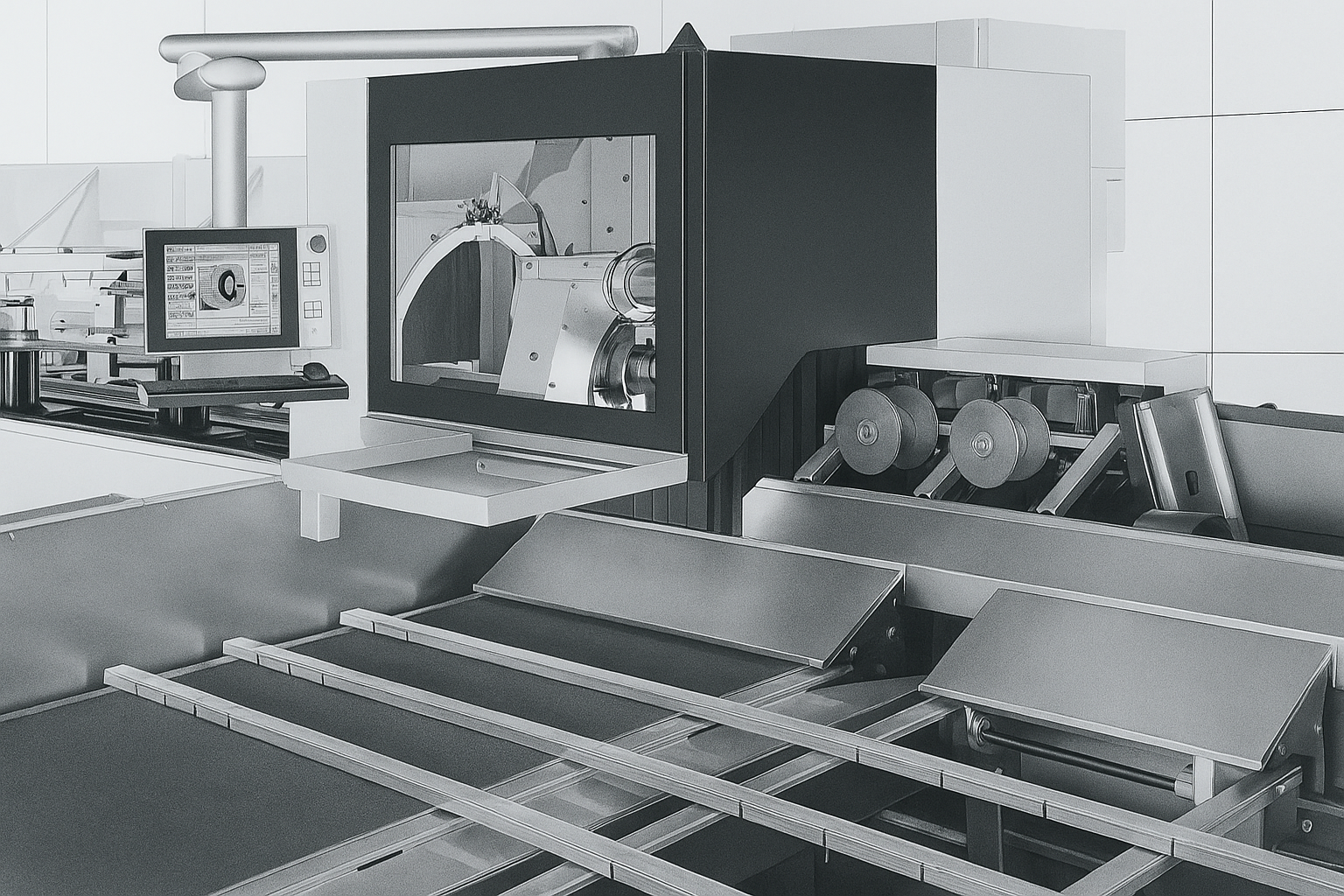
Волоконный лазер: высокоточный раскрой на азоте и кислороде, минимальная термозона влияния, чистая кромка без грата. Диапазоны приведены как рабочие ориентиры по материалам; подбираем режимы, сопло и газ под конкретный чертёж и партию.
| Материал / марка | Лазер, мм (ориентир) | Плазма, мм (ориентир) | Гидроабразив, мм (ориентир) | Газокислород, мм | Примечание |
|---|---|---|---|---|---|
| Ст3, 09Г2С (углеродистая/низколег.) | ~0,5–25 | ~3–50 | ~1–150+ | ~40–200 | Азот — чистая кромка до ~12; кислород — для скорости и большой толщины |
| AISI 304 / 430 (нержавеющая) | ~0,5–20 | ~3–40 | ~1–120+ | — | Оптимально на N2; сохраняем плёнки и чистоту кромки |
| Al 1050 / 5083 (алюминиевые) | ~0,5–12 | ~3–40 | ~1–120+ | — | Подбор режимов под отражающие сплавы; гидро при больших толщинах |
| Медь (Cu) | ~0,5–6 | ~3–20 | ~1–80+ | — | Высокоотражающий материал; используем N2 или гидро |
| Латунь (CuZn) | ~0,5–8 | ~3–25 | ~1–80+ | — | Декор и перфорация — лазер на азоте или гидро |
| Титан (напр., ВТ1-0) | ~0,5–10 | ~3–30 | ~1–80+ | — | Точные режимы и чистая оснастка; подтверждаем по чертежу |
Выполняем лазерный раскрой по рабочим чертежам с участием отдела технического контроля и протоколом приемки. Указанные допуски — ориентиры; точные параметры подтверждаем в коммерческом предложении.
Кейс‑галерея лазерного раскроя в Санкт‑Петербурге: материалы, толщины, тип газовой поддержки и качество кромки. Смету и сроки подтверждаем после проверки чертежей.



Приложите DXF/DWG или PDF — ответим сегодня. Смету и сроки подтвердим после проверки чертежа.
От заявки и чертежа до оптимизированной раскладки и чистой кромки без заусенцев, с контролем геометрии и быстрой отгрузкой. Поддерживаем микромостики, маркировку контуров и рез на азоте или кислороде.
DXF/DWG/PDF, материал и толщина 0.5–25 мм, формат листа, допуски и класс кромки, зазоры, минимальные перемычки, требования к маркировке и газу (азот/кислород).
Смета по штукам и квадратным метрам; оптимизация раскладки с учётом ширины реза, общих линий, микромостиков и направлений реза; выбор газа для материала.
Выставляем счёт и запускаем. Принимаем листы заказчика по накладной либо поставляем металл с сертификатами соответствия.
Волоконные лазеры 2–10 кВт: настройка фокуса, сопла и давления газа, контроль скорости и качества кромки, очистка от заусенцев и маркировка деталей.
Маркируем партии по спецификации, используем прокладки и защитную плёнку от царапин. Паллетирование или кассеты; доставка по СПб, ЛО области или самовывоз.
Расчёт в тот же день • фикс‑смета за 3 часа
Лазерный раскрой листового металла на волоконных станках: углеродистые и низколегированные стали, нержавеющая сталь, алюминий и сплавы. Выполняем высокоточный раскрой по картам с оптимизацией раскладки, микро‑мостиками, технологической маркировкой контуров, резом отверстий и формированием фасок. Сроки зависят от марки и толщины листа, длины и сложности контура, выбранного рабочего газа (кислород, азот или воздух) и требований к качеству кромки.
Пришлите DXF или DWG, материал и толщину, требования к кромке и рабочему газу — предложим технологию раскроя и ближайшее окно. Расчет в тот же день • фикс‑смета за 3 часа.
Лазерный раскрой металла по предоставленным чертежам. Ставки зависят от материала, толщины и общего метража контура. Итоговая смета подтверждается в КП по запросу.
| Сталь (S235–S355) | 1 мм | 2 мм | 3 мм | 4 мм | 6 мм | 8 мм | 10 мм | 12 мм | 16 мм | 20 мм | 25 мм | 30 мм |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ₽/м | 43 | 47 | 63 | 73 | 113 | 158 | 208 | 250 | 448 | 550 | 900 | 1550 |
| Нержавеющая сталь (AISI 304/430) | 1 мм | 2 мм | 3 мм | 4 мм | 6 мм | 8 мм | 10 мм | 12 мм | 16 мм | 20 мм | 25 мм | 30 мм |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ₽/м | 55 | 115 | 155 | 205 | 390 | 595 | 750 | — | — | — | — | — |
| Алюминий (AMg/AD) | 1 мм | 2 мм | 3 мм | 4 мм | 6 мм | 8 мм | 10 мм | 12 мм | 16 мм | 20 мм | 25 мм | 30 мм |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ₽/м | 40 | 60 | 75 | 100 | 155 | 210 | 325 | — | — | — | — | — |
| Латунь / Медь | 1 мм | 2 мм | 3 мм | 4 мм | 6 мм | 8 мм | 10 мм | 12 мм | 16 мм | 20 мм | 25 мм | 30 мм |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ₽/м | 45 | 70 | 95 | 140 | — | — | — | — | — | — | — | — |
| Доп. операции | Лазер — прожиг, ₽/шт | Лазер — отверстие, ₽/шт |
|---|---|---|
| Ø до 12 мм | 2–7 | 15–40 |
| Ø 12–50 мм | 3–10 | 40–90 |
Ответы на типовые вопросы по лазерному раскрою металла в Санкт‑Петербурге. Если нужного пункта нет, отправьте чертеж и DXF/DWG, подготовим ответ в тот же день.
Принимаем DXF, DWG и PDF. Единицы — миллиметры, контуры замкнутые без толщины линии и дубликатов. Полилинии предпочтительнее сплайнов, шрифты переведены в кривые, базирование и масштаб единые. Компенсацию ширины реза выполняем на своей стороне — не добавляйте смещения в файлы. Имя файла указывайте без пробелов.
Действует минимальная сумма счета, покрывающая наладку станка, подбор режимов и запуск партии. Точный размер сообщим после проверки чертежей и состава заказа. Однотипные детали объединяем для снижения стоимости единицы.
Типичные допуски составляют примерно плюс‑минус от одной десятой до трех десятых миллиметра по контуру при корректных режимах. Ширина реза и конусность зависят от толщины и газа: азот дает чистую кромку без оксидного слоя, кислород повышает скорость при образовании оксидной пленки. Параметры фиксируем в коммерческом предложении.
Используем алгоритмический расклад, разворот деталей по углу, совмещение контуров, рез по общей линии и вынос вводов/выводов за чистовой контур. Сокращаем холостые ходы, учитываем деформации и тепловложение, формируем остатки в удобные геометрии для повторного использования.
Выполняем низкомощностную гравировку для номерации, ориентации и привязки к спецификации, наносим технологические метки сгиба и разметки. По запросу добавим QR‑код или штрихкод для складского учета.
Да, работаем с материалом заказчика при наличии документов. Остатки вернем или упакуем согласно вашим требованиям. Альтернативно поставим металл «под ключ» со склада или организуем доставку через транспортную компанию «здесь вставить ссылку».
Работаем с распространенными форматами листа и диапазоном толщин, подходящим для лазерного раскроя. Точные пределы по стали, нержавеющей стали и алюминию подтверждаем при расчете под конкретную задачу, режимы согласуем в техконтакте.
Подтверждение до двенадцати часов позволяет запустить работу в тот же день, более позднее подтверждение переносит старт на следующий рабочий день. Типовые партии выполняем за один–три дня. Возможны ускорение и ночные смены по согласованию.
Стоимость формируется по длине реза и количеству проколов, марке и толщине металла, типу вспомогательного газа, сложности раскладки и тиражу. Итоговую смету фиксируем в коммерческом предложении после проверки файлов.
Фиксируем допуски по контуру, позициям отверстий, компенсации реза и зоне термического влияния в коммерческом предложении; по запросу выполняем тест‑раскрой и подтверждаем качество протоколом ОТК. Работаем по DXF/DWG/PDF (мм) и картам раскроя с прозрачной ответственностью.
Нужно получить детали, которые точно совпадают с рабочими чертежами и не требуют последующей доработки. Ниже собраны практические ориентиры по выбору режимов, подготовке файлов и контролю качества для заказов в Санкт-Петербурге и Ленинградской области. Расчёт в тот же день • фикс-смета за 3 часа.