Продольно‑поперечный раскрой листа на ЧПУ
Серийные заготовки с оптимизацией раскладки и учётом длины реза, маркировка позиций и технологических отверстий.
Санкт-Петербург. Точные методы резки: лазер, плазма, гидроабразив, газ. Расчёт в тот же день. Фикс-смета за 3 часа.
Расчёт в тот же день. КП — в Email / WhatsApp / Telegram.
Производство и стройка в СПб: механизированная газовая и плазменная резка листов, труб и профилей на портальных ЧПУ и позиционерах с учётом материала, формата и допусков.
Серийные заготовки с оптимизацией раскладки и учётом длины реза, маркировка позиций и технологических отверстий.
Многогорелочные каретки и устойчивое удержание размеров, по ТЗ — фаски X/Y/K с заданным притуплением.
Качество кромки без подрезов, контроль тепловложений и допусков, при необходимости — микро‑перемычки и зачистка.
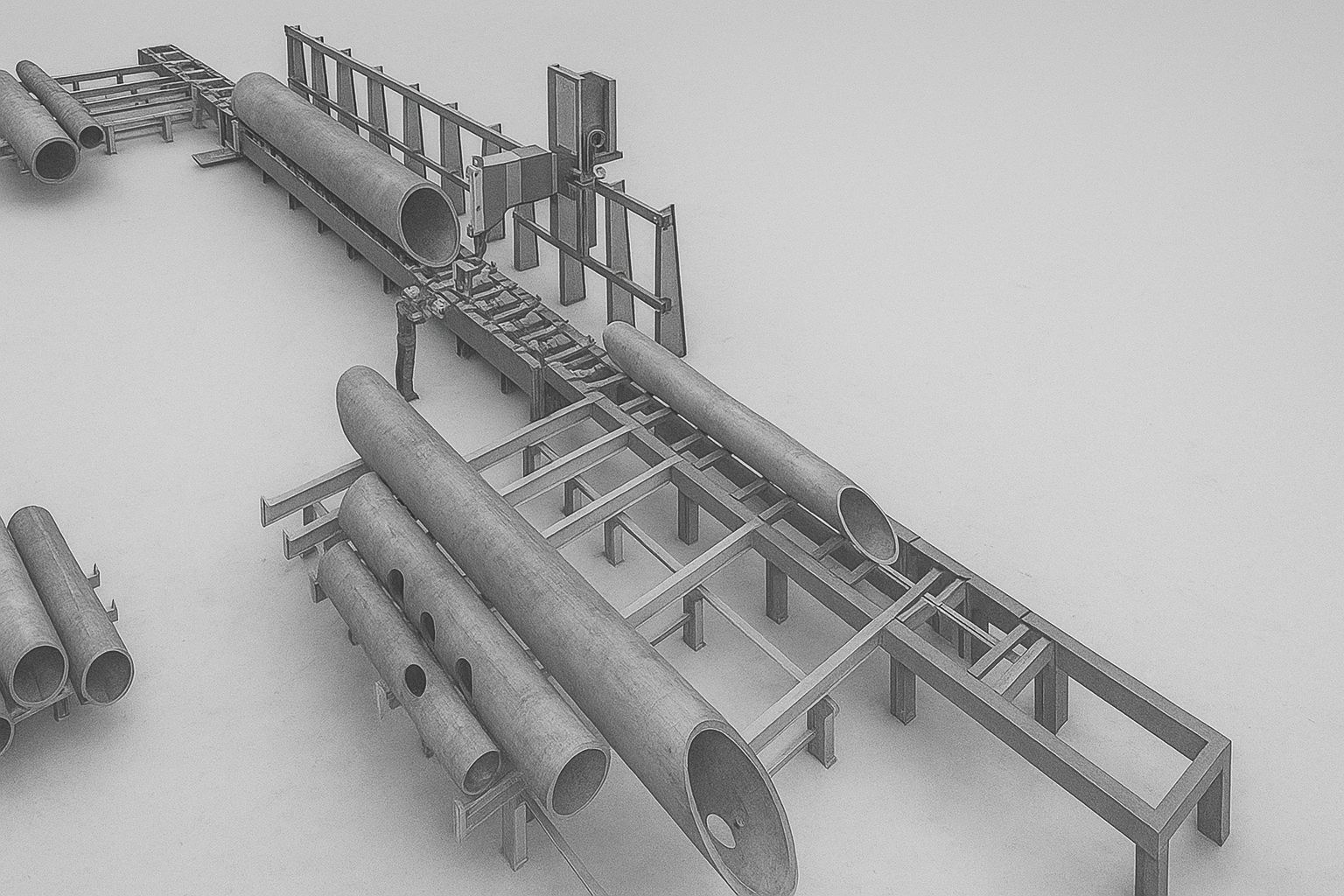
Отверстия, седловидные стыки, запил под угол и пазовые вырезы, базирование и маркировка осей.
Торцевые и фигурные вырезы под монтаж и сварку с сохранением геометрии и жёсткости элемента.
Быстрый запуск и согласование техпроцесса, расчёт в тот же день и фикс‑смета за 3 часа.
Укажите: марку стали, толщину, формат листа или длину проката, требуемые допуски и вид фаски, метраж реза, сроки и доставку. Приложите чертёж или эскиз (DXF/DWG/PDF/JPG).
Цеховые линии под серийную и разовую порезку сортового, листового и трубного металлопроката. Работаем по техническим картам заказчика, выдерживаем длину и перпендикуляр, собираем партии под отгрузку.
| Тип станка | Модель/бренд (пример) | Мощность / класс | Макс. формат / сечение | Диапазон толщин / диаметров | Точность / допуски | Скорость / ориентир по цене |
|---|---|---|---|---|---|---|
| Гильотинные ножницы для листа | Baykal HNC 3106 / Ermaksan CNC | гидравл., 6–10 мм | до 3050 мм по длине реза | Ст3, 1,5–10 мм; нерж. до 6 мм | до ±0,3 мм по длине, ровный рез | Поток до 180 рез/час; от 40–90 ₽/рез по листу* |
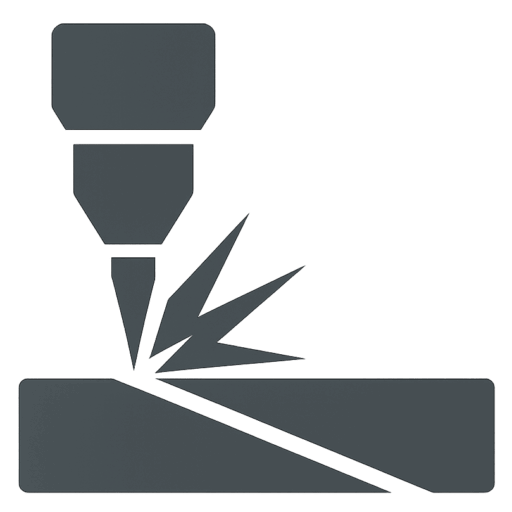
| Двухстоечные ленточнопильные станки | Amada HFA 400 / Bomar Proline 520.450 | автомат, 2,2–4 кВт | круг до Ø 460 мм, профиль до 500×400 мм | Конструкционная сталь, нерж., труба и профиль | до ±0,5 мм на длину до 6 м | Серийная порезка 30–60 загот./час; от 80–140 ₽/рез* |
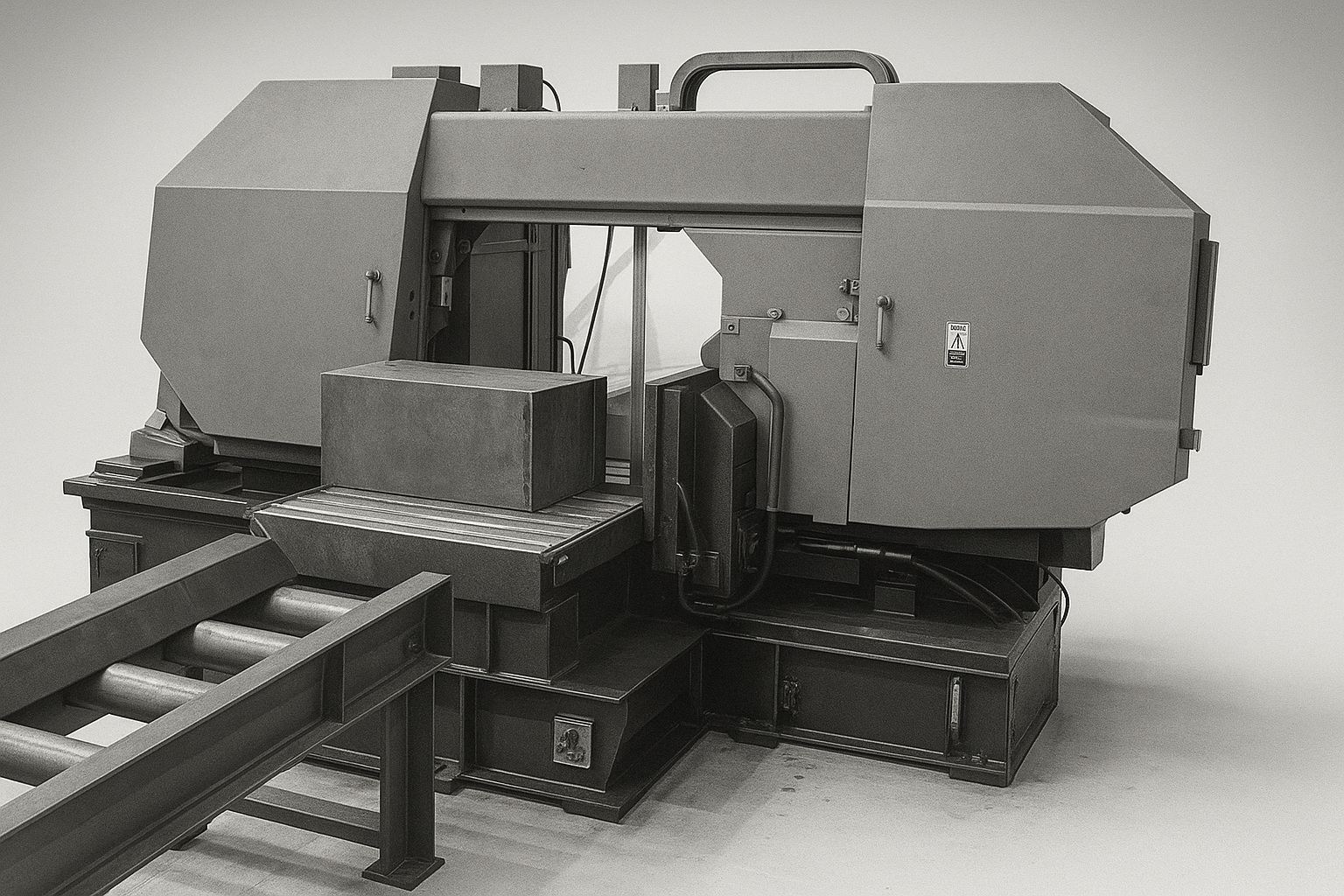
| Отрезные циркулярные пилы (холодная резка) | Rattunde ACS / Bewo CPO | ЧПУ, подача автомат | труба и пруток до Ø 120–150 мм | Углеродистые и легированные марки | до ±0,15 мм, чистый торец | Высокая точность под мехобработку; от 110–180 ₽/рез* |
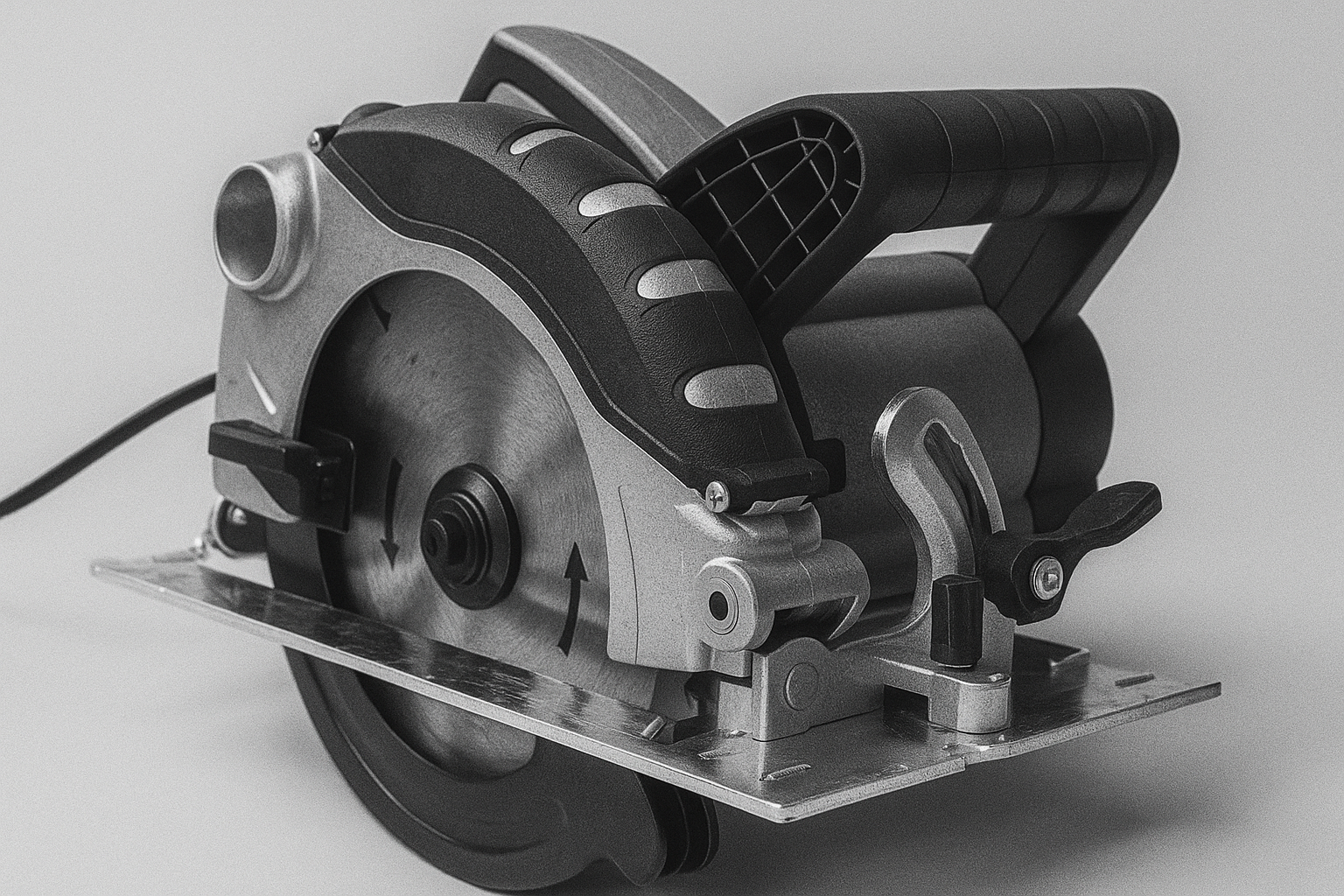
| Линии ЧПУ для резки труб и профиля | HSG Tube / ADIGE LT | ЧПУ, автозагрузчик | круг и профиль до Ø 220 мм, швеллер, уголок | Трубы 2–12 мм, профиль до 10–12 мм | до ±0,3 мм на контур и фаску | Гнёзда, шлицы, окна по КД; от 120–250 ₽/рез* |
| Механизированная резка балки и полосы | Voortman / Kaltenbach KBS | портальные, 5–11 кВт | двутавр до 1000 мм, полоса до 600 мм | Балка, швеллер, лист до 40 мм | до ±1 мм на 12 м | Серийные металлоконструкции; от 55–120 ₽/пог.м* |

Механизированная резка на портальных станках с числовым программным управлением: плазменная, газокислородная, лазерная и гидроабразивная обработка листового проката и профильного металлопроката. Диапазоны указаны как ориентиры по технологиям и маркам материалов, точные режимы подтвердим в коммерческом предложении после изучения чертежей и требований к кромке.
| Материал / марка | Лазер, мм (механизировано) | Плазма, мм (механизировано) | Гидроабразив, мм (механизировано) | Газокислород, мм (механизировано) | Примечание |
|---|---|---|---|---|---|
| Стали конструкционные: Ст3, 09Г2С | ~0,5–25 | ~3–50 | ~1–150+ | ~40–250 | Портальные станки с числовым программным управлением, возможность фаски под сварку, продольная разделка полос, многорезаковые схемы. |
| Нержавеющие стали: AISI 304, AISI 316 | ~0,5–20 | ~3–40 | ~1–120+ | — | Газокислород для нержавеющих сталей не применяется; для чистой кромки используем азот на лазере или гидроабразив. |
| Алюминиевые сплавы: 1050, 5083 | ~0,5–12 | ~3–40 | ~1–120+ | — | Отражающие сплавы требуют точной настройки режимов; для больших толщин предпочтителен гидроабразив. |
| Высокопрочные и износостойкие стали: S690, Hardox 400/450 | ~0,5–20 | ~3–50 | ~1–120+ | ~40–200 | Контроль тепловложений по требованиям к механическим свойствам; возможна фаска под сварные швы на портале. |
| Медь | ~0,5–6 | ~3–20 | ~1–80+ | — | Отражающий материал; для высоких требований к чистоте кромки используем гидроабразив. |
| Латунь | ~0,5–8 | ~3–25 | ~1–80+ | — | Декоративные и приборостроительные детали вырезаем лазером либо гидроабразивом в зависимости от требований. |
Механизированная резка металлов на ленточнопильных, дисковых и гильотинных линиях, с координатно‑револьверной пробивкой, фрезерованием контуров и гидроабразивной технологией. Работы выполняем по рабочим чертежам с контролем отдела технического контроля и протоколом приемки. Диапазоны допусков ниже приведены как ориентиры, а конкретные режимы, классы качества и ссылки на стандарты подтверждаем в коммерческом предложении.
Кейс‑галерея механизированной резки металлов в Санкт‑Петербурге: материалы, диапазоны толщин, способы резки и сроки. Итоговую смету и сроки подтверждаем после проверки чертежей.





Приложите DXF или DWG либо PDF, мы ответим сегодня. Итоговая смета и сроки будут подтверждены после проверки чертежа.
От заявки и чертежа — до механизированного раскроя на станках с ЧПУ, контроля кромки и отгрузки. Срочные слоты и ночные смены — по согласованию.
DXF/DWG/PDF; марка и тип металла (углеродистая сталь, нержавеющая сталь, алюминий), толщина 0.5–60 мм, формат листа или проката, допуски, требования к кромке.
Смета по шт или м², оптимизация гнездования, учёт ширины реза и припусков, выбор технологии механизированной резки (лазер, плазма, газ, гильотина, ленточнопильная).
Выставление счёта и запуск. Металл заказчика — приём по накладной; наш материал — поставка с сертификатами соответствия.
Резка по программе ЧПУ: настройка фокуса, давления и скорости, автоматическая подача и рольганги, контроль геометрии и кромки, снятие заусенцев и маркировка.
Паллетирование или кассеты, упаковка и ярлыки по спецификации, доставка по СПб и Ленинградской области или самовывоз.
Расчёт в тот же день • фикс‑смета за 3 часа
Работаем по согласованному соглашению об уровне сервиса. Сроки запуска и отгрузки зависят от марки металла, толщины, длины и типа реза, перечня заготовок, допусков на рез и текущей загрузки станков. Коммерческое предложение и календарный план подтверждаем после проверки чертежей и ведомости реза.
Пришлите чертеж, перечень заготовок и желаемую дату готовности.
Прайс для расчёта работ по механизированной резке металлов по чертежам. Итоговая смета подтверждается в КП по запросу.
| Лазер (Сталь) | 1 мм | 2 мм | 3 мм | 4 мм | 6 мм | 8 мм | 10 мм | 12 мм | 16 мм | 20 мм | 25 мм | 30 мм |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ₽/м | 42 | 47 | 62 | 72 | 107 | 157 | 202 | 247 | 447 | 547 | по запросу | по запросу |
| Лазер (Нержавейка) | 1 мм | 2 мм | 3 мм | 4 мм | 6 мм | 8 мм | 10 мм | 12 мм | 16 мм | 20 мм |
|---|---|---|---|---|---|---|---|---|---|---|
| ₽/м | 55 | 117 | 157 | 207 | 397 | 597 | 747 | 897 | по запросу | по запросу |
| Плазма | 2–3 мм | 3–5 мм | 5–8 мм | 8–10 мм | 10–14 мм | 16 мм | 20 мм | 25 мм | 30 мм | 36 мм | 40 мм | 50 мм |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Сталь, ₽/м | 21 | 36 | 56 | 65 | 85 | 115 | 140 | 175 | 210 | 250 | 285 | 350 |
| Нерж., ₽/м | 35 | 45 | 80 | 100 | 130 | 165 | 210 | 260 | 320 | 400 | 460 | 590 |
| Гидроабразив (Сталь) | 2 мм | 5 мм | 10 мм | 20 мм |
|---|---|---|---|---|
| ₽/м | 50 | 70 | 180 | 475 |
| Газокислород (Сталь) | 6 мм | 8 мм | 10 мм | 12 мм | 16 мм | 20 мм | 25–30 мм | 40 мм |
|---|---|---|---|---|---|---|---|---|
| ₽/м | 418 | 437 | 449 | 481 | 544 | 578 | 578–609 | 641 |
| Доп. операции | Лазер — пробивка, ₽/шт | Гидро — отверстие, ₽/шт |
|---|---|---|
| Ø до 125 мм | 2–5 | 300 |
| Ø 125–350 мм | по запросу | 500 |
Разъяснения по технологиям, допускам, кромке, срокам, расчёту и логистике для заказов в Санкт-Петербурге и Ленинградской области. Если нужного вопроса нет, отправьте чертёж, мы ответим в тот же день.
Принимаем DXF, DWG и PDF в миллиметрах. Контуры должны быть замкнутыми, толщина линии равна нулю, полилинии предпочтительнее сплайнов. Для прямолинейной резки на гильотине или распила на пиле можно оформить заявку без чертежа, указав марку металла, размеры, допуски и требуемое количество.
Выполняем ленточнопильную и дисковую резку профилей и прутков, гильотинную резку листа, а также лазерную, плазменную, газокислородную и гидроабразивную резку контуров. Технология подбирается по толщине, сплаву, требованиям к кромке и бюджету заказа.
Ленточнопильная резка обеспечивает типовой допуск по длине около ±0,5–1,0 миллиметра и перпендикулярность в пределах до одного градуса. Гильотина даёт примерно ±0,5–1,0 миллиметра на прямых отрезах. Лазерная резка обеспечивает около ±0,10–0,30 миллиметра, гидроабразивная около ±0,10–0,20 миллиметра, плазменная около ±0,5–1,5 миллиметра, газокислородная около ±1–2 миллиметров. Точные значения фиксируем в коммерческом предложении по материалу и толщине.
Режем углеродистые и легированные стали, оцинкованную сталь, нержавеющие стали, алюминий и сплавы, латунь и медь, титан и другие металлы. Листы, трубы, уголки, швеллеры, двутавры, круги и полосы. Предельные толщины, высоту реза и габариты партии подтверждаем на этапе расчёта, чтобы выбрать оптимальную технологию и обеспечить требуемую точность.
Да, принимаем материал с документами и маркировкой. Согласуем приёмку, условия хранения, правила списания и возврат остатков. По запросу поставим металл под ключ со склада или через транспортную компанию, ссылка будет добавлена здесь: здесь вставить ссылку.
Цена рассчитывается по длине реза, количеству резов, типу материала и толщине, плотности отверстий, требуемой точности и объёму партии. Для контурной резки применяется тариф за погонный метр и за отверстия, для пилы и гильотины — за рез и заготовку. Стоимость подтверждаем прозрачной сметой в коммерческом предложении на основании вашего DXF или DWG.
Подтверждённые заказы до двенадцати часов дня обычно запускаем в производство в тот же день. Типовые партии из серийных деталей изготавливаются в течение одного–трёх дней. Ускорение, ночные смены и поэтапные отгрузки согласуем заранее.
По Санкт-Петербургу доставляем собственным транспортом по согласованным временным слотам. По Ленинградской области и регионам России отправляем через любую транспортную компанию с предоставлением трека, ссылка будет добавлена здесь: здесь вставить ссылку. Самовывоз возможен с адреса производственного участка, ссылка будет добавлена здесь: здесь вставить ссылку.
Итоговая стоимость зависит от технологии, материала, толщины, точности и объёма партии. Применяем рыночные, обоснованные тарифы и фиксируем их в прозрачной смете. Точный расчёт предоставим в коммерческом предложении после проверки вашего DXF или DWG.
Фиксируем допуски по длине, углу, перпендикулярности и чистоте кромки для каждой операции механизированной резки металла в коммерческом предложении. Работаем по DXF, DWG, PDF с миллиметровой точностью, используем согласованные карты резки и режимы оборудования, подтверждаем качество протоколами ОТК и серийными контрольными замерами.
Нужно получить деталь, совпадающую с конструкторской моделью, с чистой кромкой и предсказуемой геометрией. Ниже — практические ориентиры по выбору процесса, подготовке файлов и контролю качества для заказов в Санкт-Петербурге, где важны сроки, стоимость и стабильная повторяемость серийных партий.