Нарезка листов нержавейки по DXF/DWG
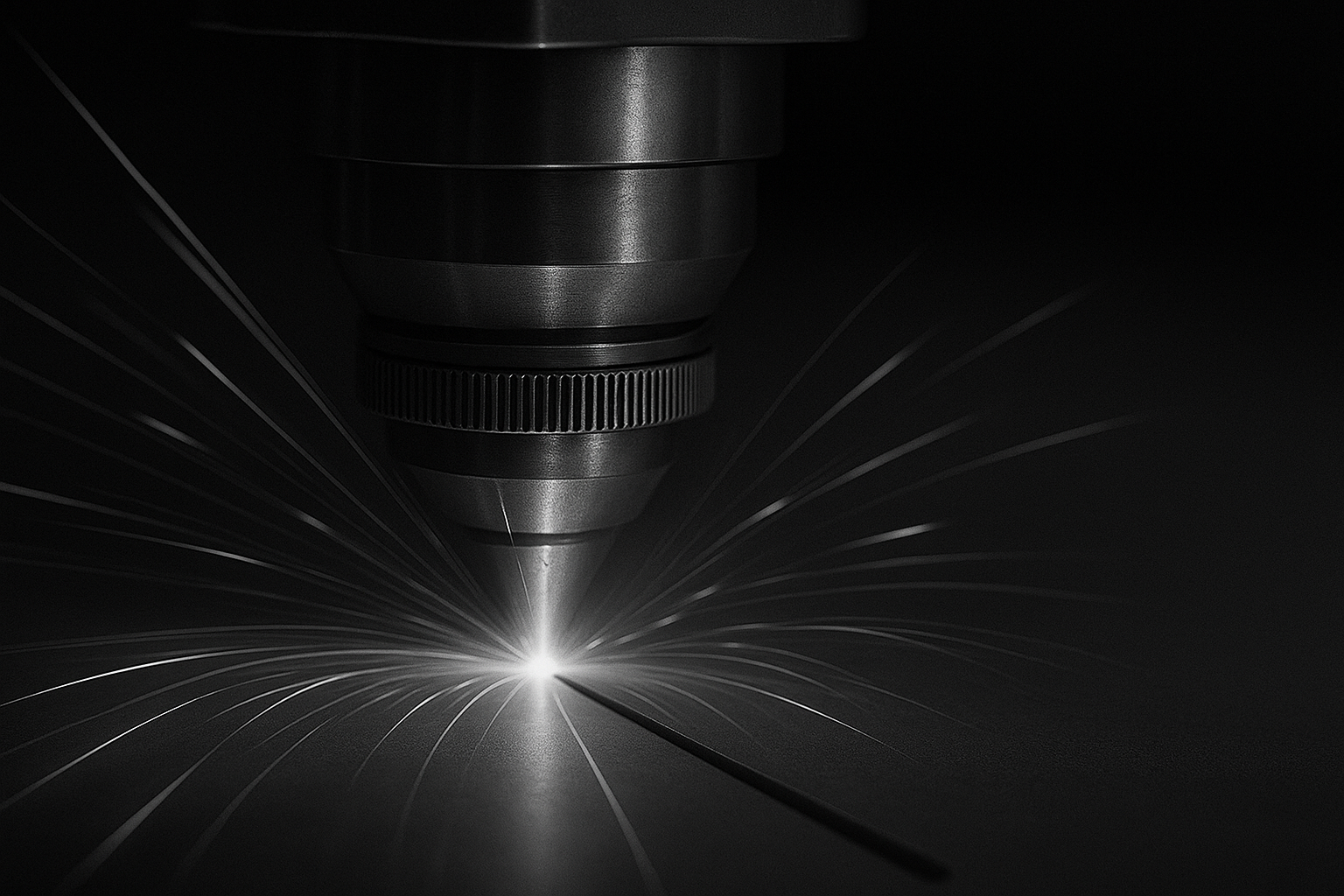
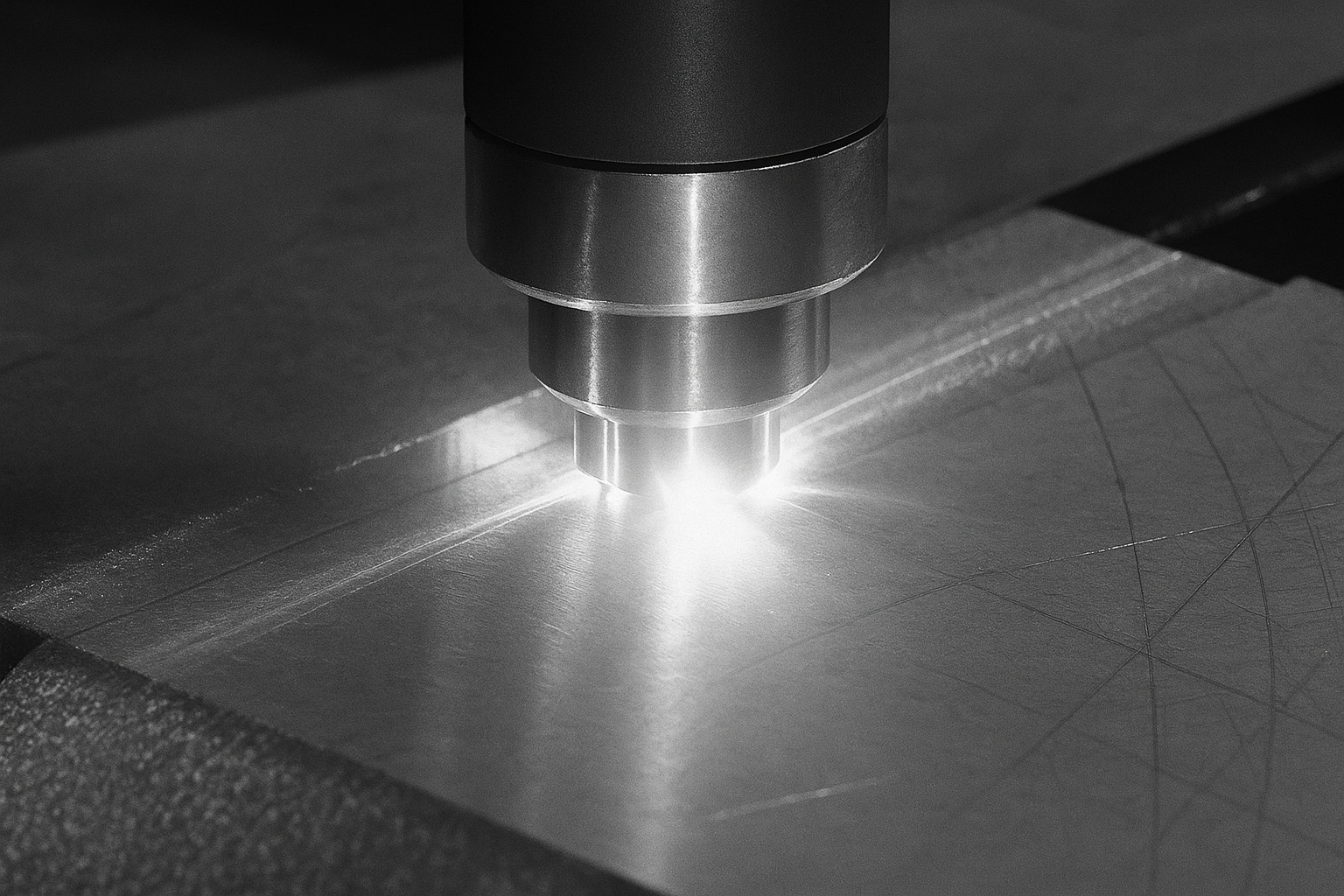
Лазерная толщиной до 12 мм с оптимизацией раскроя, маркировкой позиций и минимальной тепловой деформацией.
Санкт-Петербург. Точная нарезка и аргоновое соединение по чертежам. Контроль качества на каждом этапе. Работаем с листами, профилями, трубами, заготовками.Фикс-смета.
Предварительный расчёт по основным параметрам. Подходит для оценки услуг по доработке материала и типовым заготовкам по проекту.
Производство и строительство: раскрой и аргоновая сварка стали — по чертежам, с контролем качества, пассивацией и гарантией швов.
Лазерная толщиной до 12 мм с оптимизацией раскроя, маркировкой позиций и минимальной тепловой деформацией.
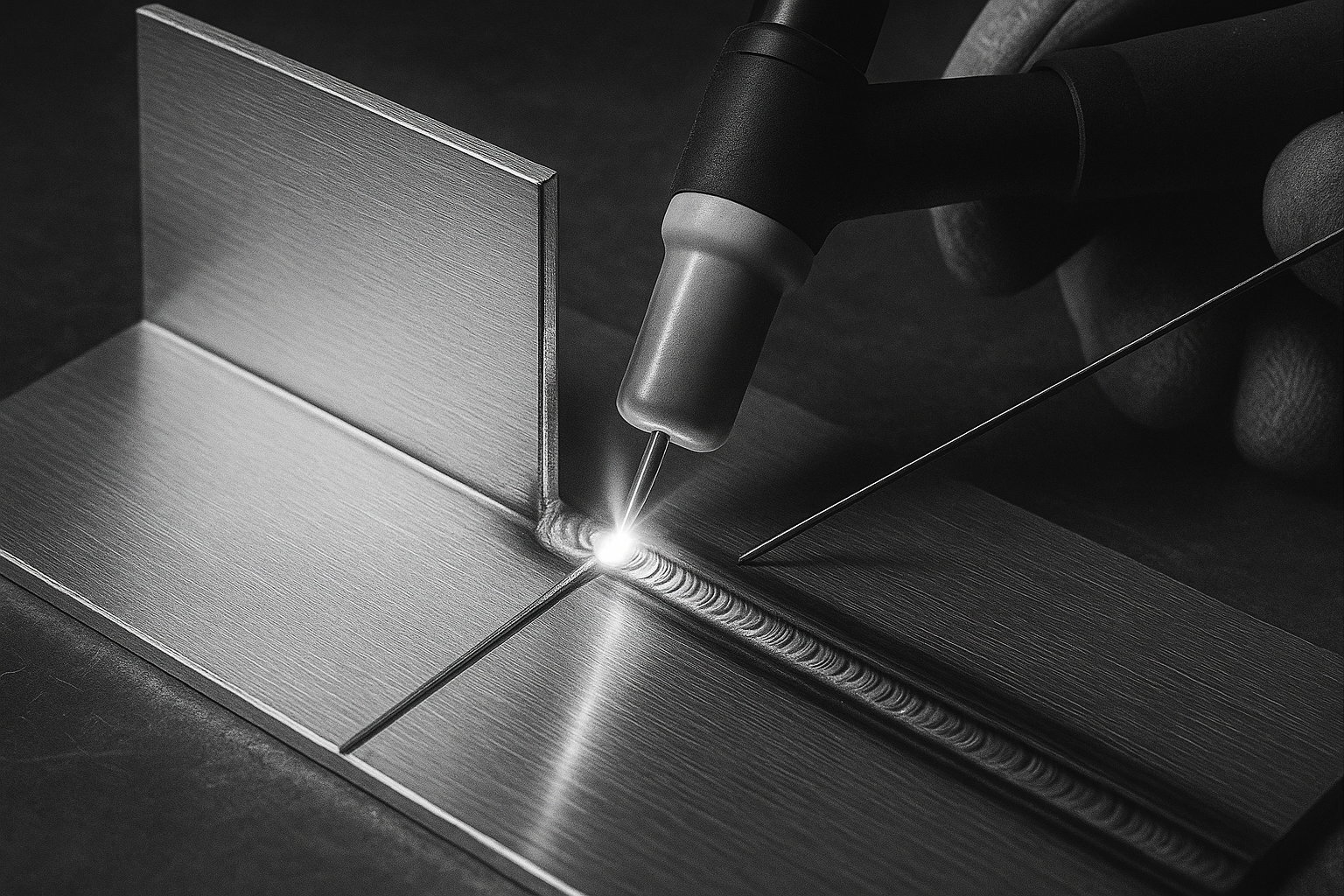
Аргонодуговая сварка без пор, трещин, с сохранением коррозионной стойкости.
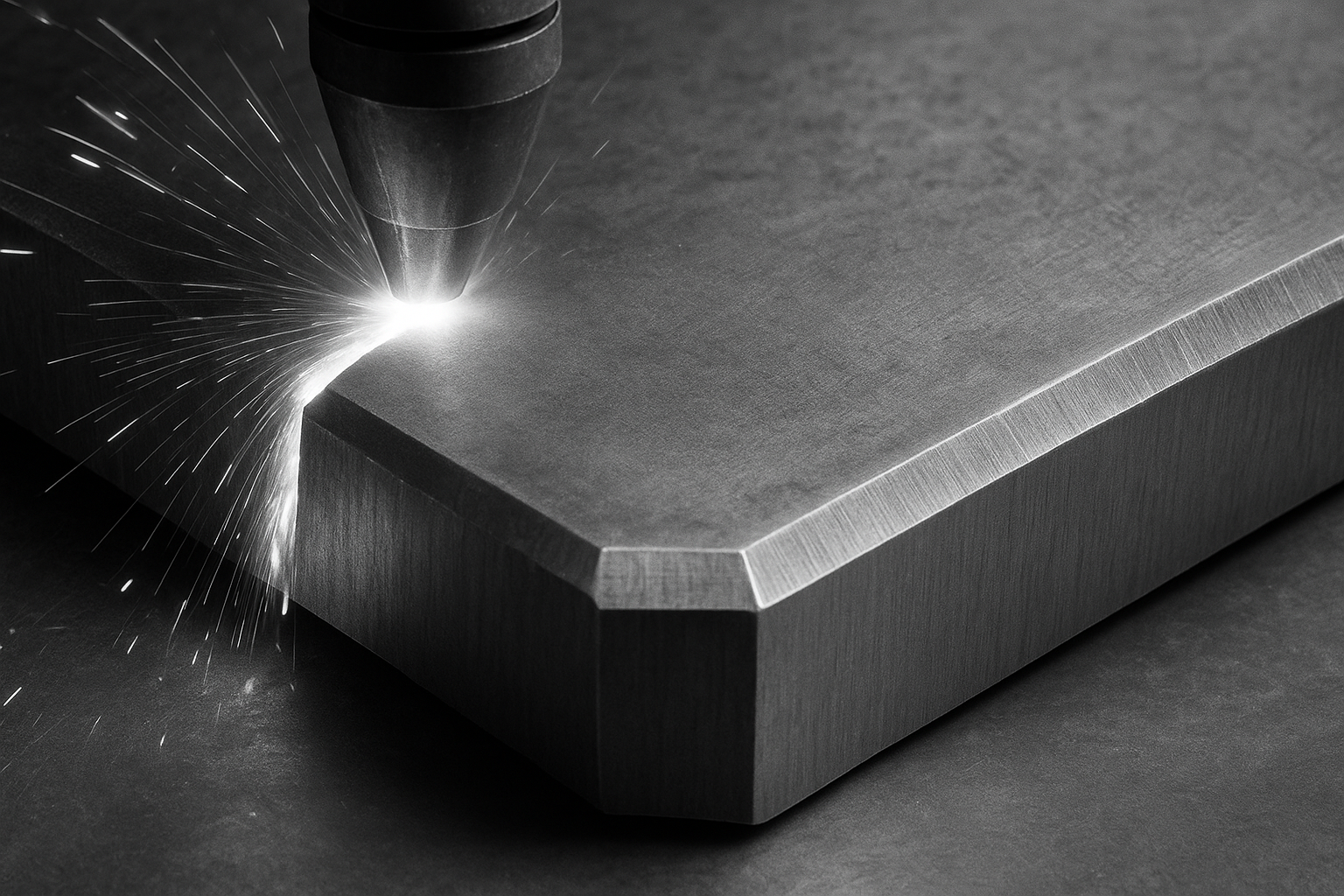
Плазменная или газокислородная обработка до 40 мм — фаски под сварку, контроль прямолинейности и чистоты кромки.
Обработка с технологическими отверстиями, базовыми точками и припусками — готово к сварке, фланцеванию, креплению.
Решётки, панели, экраны — ровная кромка без заусенцев, сохранение структуры металла, без потери жёсткости.
Быстрый запуск. Цена без наценки за малый тираж.
Укажите: марку стали, толщину, габариты, количество, допуски, требуемую чистоту кромки, необходимость пассивации или полировки. Приложите чертёж (DXF/PDF/JPG).
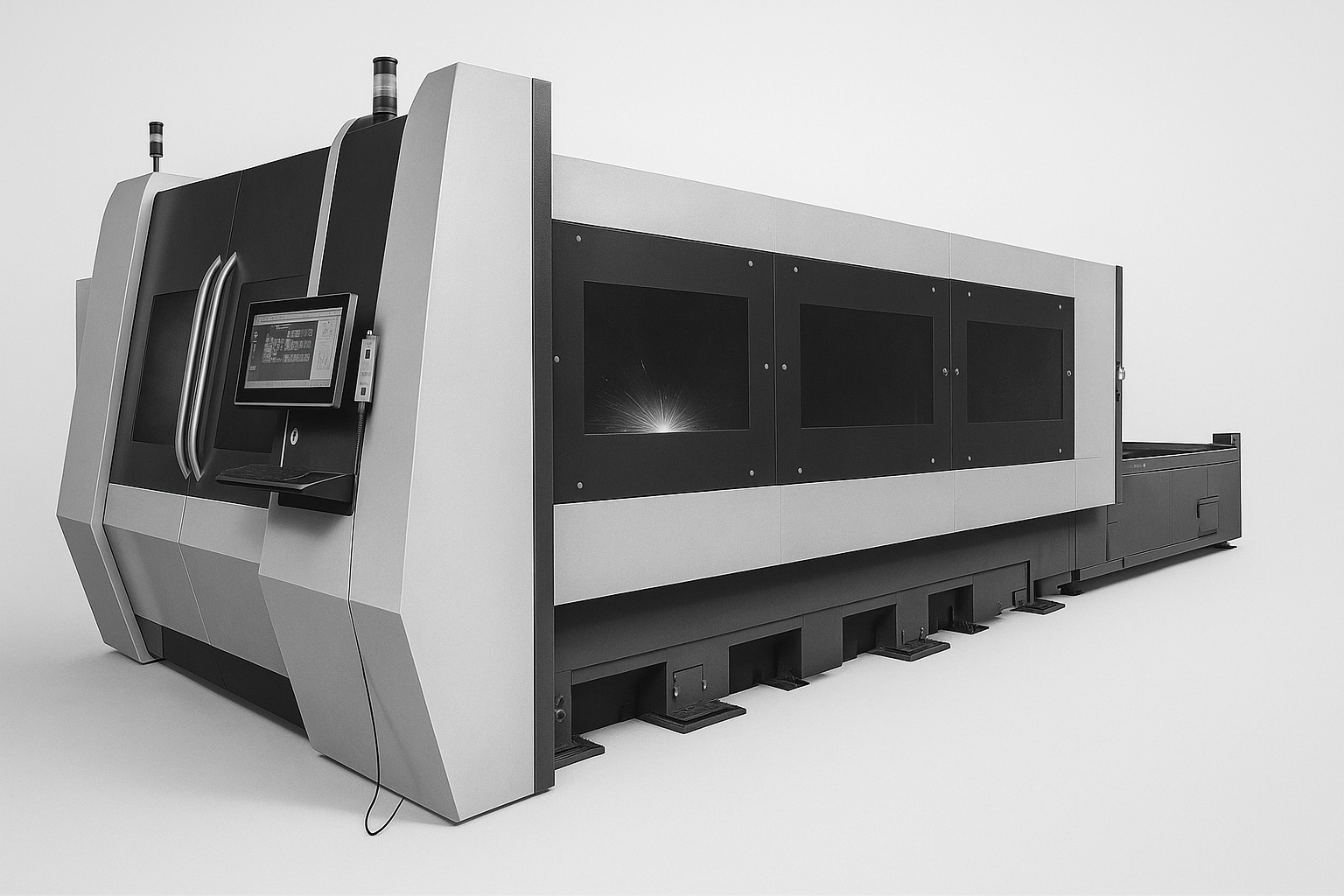
Профессиональное оборудование для коррозионно-стойкого материала. Точные допуски, чистый край, проверка качества.
| Процесс | Модель/станок | Мощность / режим | Формат заготовки | Толщины (нержавейка) | Точность / допуски | Особенности |
|---|---|---|---|---|---|---|
| Лазерная (волоконный) | Bystronic BySmart Fiber 3015 | 6 кВт, N2/O2 | 3000×1500 мм | 0,5–12 мм | ±0,1 мм | Чистая кромка, минимальная теплозона, идеально для TIG-сварки |
| TIG-сварка труб и листов | Fronius TransTig 2000 | до 200 А, импульсный режим | до Ø250 мм (трубы), листы до 8 мм | 1–8 мм | Герметично, без пор и трещин | Аргон с добавкой гелия, высокая надежность шва |
| Плазменная (толстостенная) | Hypertherm XPR300 (портал) | до 300 А | до 2000×6000 мм | 8–40 мм | ±0,5 мм | Высокая скорость, фаски под сварку, предварительная пассивация после резки |
| Полировка и пассивация | MecWash MWP-1200 | Электрохимическая обработка | до 1200×3000 мм | Любые толщины | Соответствие ГОСТ 18475-2023 | Удаление заусенцев, повышение коррозионной стойкости |



Основные марки, с которыми работаем; диапазоны толщин — ориентиры по технологии (лазер, TIG-сварка, плазма). Точный режим подтвердим в КП.
| Марка стали | Лазер, мм (ориентир) | TIG-сварка, мм | Плазменная резка, мм | Особенности | Применение |
|---|---|---|---|---|---|
| 08Х18Н10 (AISI 304) | 0,5–12 | 1–8 | 8–40 | Хорошая свариваемость, чистая кромка лазером | Пищевая промышленность, химия, строительство |
| 12Х18Н10Т (AISI 321) | 0,5–12 | 1–8 | 8–40 | Стабилизированная титаном, устойчива к межкристаллитной коррозии | Высокотемпературные узлы, трубопроводы |
| 10Х17Н13М2Т (AISI 316Ti) | 0,5–12 | 1–8 | 8–40 | Повышенная коррозионная стойкость, хлориды | Морское оборудование, фармацевтика |
| 06Х18Н11 (AISI 304L) | 0,5–12 | 1–8 | 8–40 | Низкоуглеродистая, без отжига после сварки | Тонкостенные конструкции, сварные швы |
| 12Х17 (AISI 430) | 0,5–12 | 1–6 | 8–35 | Магнитная, менее коррозионностойкая, но дешевле | Декор, бытовая техника, выхлопные системы |
| 08Х20Н14С2 (ЭИ-654) | 0,5–10 | 1–6 | 8–30 | Высокая термостойкость, жаропрочность | Котлы, печи, элементы ТЭЦ |
Все работы — по чертежам с ОТК, актом приемки и протоколом. Проверка соответствия — на каждом этапе: от материала до пассивации. Точные допуски подтверждаем в КП.
Кейс-галерея обработки и сварки нержавеющей стали в СПб: марки, толщины, технологии, сроки. Смету и сроки подтверждаем после сверки чертежей.


Приложите DX или PDF — ответим сегодня; смета и сроки — после сверки чертежа.
От заявки и чертежа — до резки, соединения заготовок, пассивации и контроля качества. Срочные работы и ночной график — по согласованию.
DXF/DWG/PDF; марка стали, толщина 0.5–40 мм, габариты, тип работ , допуски, качество кромки, шва и требование пассивации.
Смета по шт/м²; выбор технологии (лазер/TIG-сварка/плазма); оптимизация раскроя; если нужно — пробная работа.
Счёт и запуск. Нержавейка клиента — принимаем по сертификатам; наша — поставка с подтверждением марки и качества.
Распила и TIG-сварка по программе; контроль геометрии, качества шва, чистоты кромки; зачистка, пассивация, маркировка; межоперационный контроль и финальный ОТК.
Паллетирование, упаковка и ярлыки по спецификации; контрольная пассивация при необходимости; доставка по СПб/ЛО или самовывоз.
Работаем по SLA с учётом особенностей нержавеющего сплава. Сроки зависят от марки, сложности реза/сварки и необходимости пассивации. Смету и сроки подтверждаем после проверки чертежа.
Пришлите чертёж и желаемую дату — предложим технологию и ближайшее окно.
Прайс для расчёта работ по чертежам. Итоговая смета подтверждается в коммерческом предложении по просьбе клиента.
| Лазерная (Нержавейка) | 1 мм | 2 мм | 3 мм | 4 мм | 6 мм | 8 мм | 10 мм | 12 мм | 16 мм | 20 мм | 25 мм | 30 мм |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ₽/м | 12 | 25 | 35 | 45 | 70 | 95 | 120 | 145 | 190 | 235 | 290 | 350 |
| Плазменная (Нержавейка) | 2–3 мм | 3–5 мм | 5–8 мм | 8–10 мм | 10–14 мм | 16 мм | 20 мм | 25 мм | 30 мм | 36 мм | 40 мм | 50 мм |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Нерж., ₽/м | 40 | 50 | 85 | 105 | 135 | 170 | 215 | 265 | 325 | 405 | 465 | 595 |
| Гидроабразивная | 2 мм | 5 мм | 8 мм | 10 мм |
|---|---|---|---|---|
| ₽/м | 100 | 260 | 330 | 550 |
| Газокислородная (Нержавейка) | 6 мм | 8 мм | 10 мм | 12 мм | 16 мм | 20 мм | 25–30 мм | 40 мм |
|---|---|---|---|---|---|---|---|---|
| ₽/м | 420 | 440 | 450 | 485 | 550 | 585 | 585–615 | 650 |
| Сварка | TIG, ₽/м.п. | MIG, ₽/м.п. | Зачистка шва, ₽/м.п. |
|---|---|---|---|
| до 2 мм | 150 | 100 | 50 |
| 3-5 мм | 180 | 130 | 60 |
| 6-10 мм | 220 | 160 | 70 |
| 10+ мм | 260 | 190 | 80 |
| Доп. операции | Лазер — пробивка, ₽/шт | Гидро — отверстие, ₽/шт |
|---|---|---|
| Ø до 125 мм | 1–12 | 310 |
| Ø 125–350 мм | 12–22 | 510 |
Ответы на типовые вопросы . Нет нужного — задайте вопрос, ответим сегодня.
Работаем с основными марками: (AISI 304), (AISI 321), 08Х17Т, 10Х17Н13М2Т (AISI 36L), 12Х15Г10АЮ3 и др. Уточняйте конкретную марку при запросе.
Да, минимальная сумма составляет 10 000 ₽. Точная стоимость рассчитывается после согласования объема работ и материалов.
Лазером: до 20 мм; плазмой: до 40 мм; газом: до 200 мм. Для сварочных работ — любые доступные размеры в зависимости от соединения и типа шва.
Крой — для получения деталей из листа или профиля по чертежу. Гибка — для придания формы уже вырезанным заготовкам. Часто используется комплексный подход.
Да, мы принимаем нержавеющий прокат клиента с сертификатами качества. Остатки материала возвращаются заказчику или хранятся на нашем складе.
Приём заявки до 12:00 — запуск в тот же день. Стандартный срок выполнения заказа — 3-7 рабочих дней в зависимости от сложности. Возможно срочное выполнение.
Поставка по Санкт-Петербургу — собственным транспортом. В Ленинградскую область и регионы — транспортными компаниями. Возможен самовывоз со склада.
Стоимость зависит от толщины, сложности реза, объема сварки, марки стали и количества деталей. Предоставляем точный расчет по вашему техническому заданию и чертежам.
Фиксируем допуски и качество шва в предложении. Если требуется делаем тест-рез/сварку и подтверждаем качество протоколом ОТК. Работаем по DWG/PDF (мм) с прозрачной ответственностью.
Изготовление деталей и прочных сборочных узлов, которые соответствуют чертежу и не требуют лишней доработки. Ниже — понятные правила выбора способов,формирования файлов и контроля результата для обращений в Санкт-Петербурге.