Серийный раскрой листового проката
Производство наборов деталей из листов: оптимизация раскладки, минимум отходов, маркировка позиций на каждом элементе.
Высокоточный раскрой плоской заготовки. Форматы листа до 3000×1500 (возможен 4000×2000). Толщины под задачу.
Предварительный просчёт по основным параметрам запроса. Подходит для оценки услуг по доработке материала и типовым заготовкам по проекту.
Резка листового металла в Санкт-Петербурге: плазменная, гидроабразивная и газокислородная обработка. Работаем с устойчивым к коррозии материалом, алюминием, оцинковкой и цветными сплавами под серийные и разовые обращения.
Производство наборов деталей из листов: оптимизация раскладки, минимум отходов, маркировка позиций на каждом элементе.
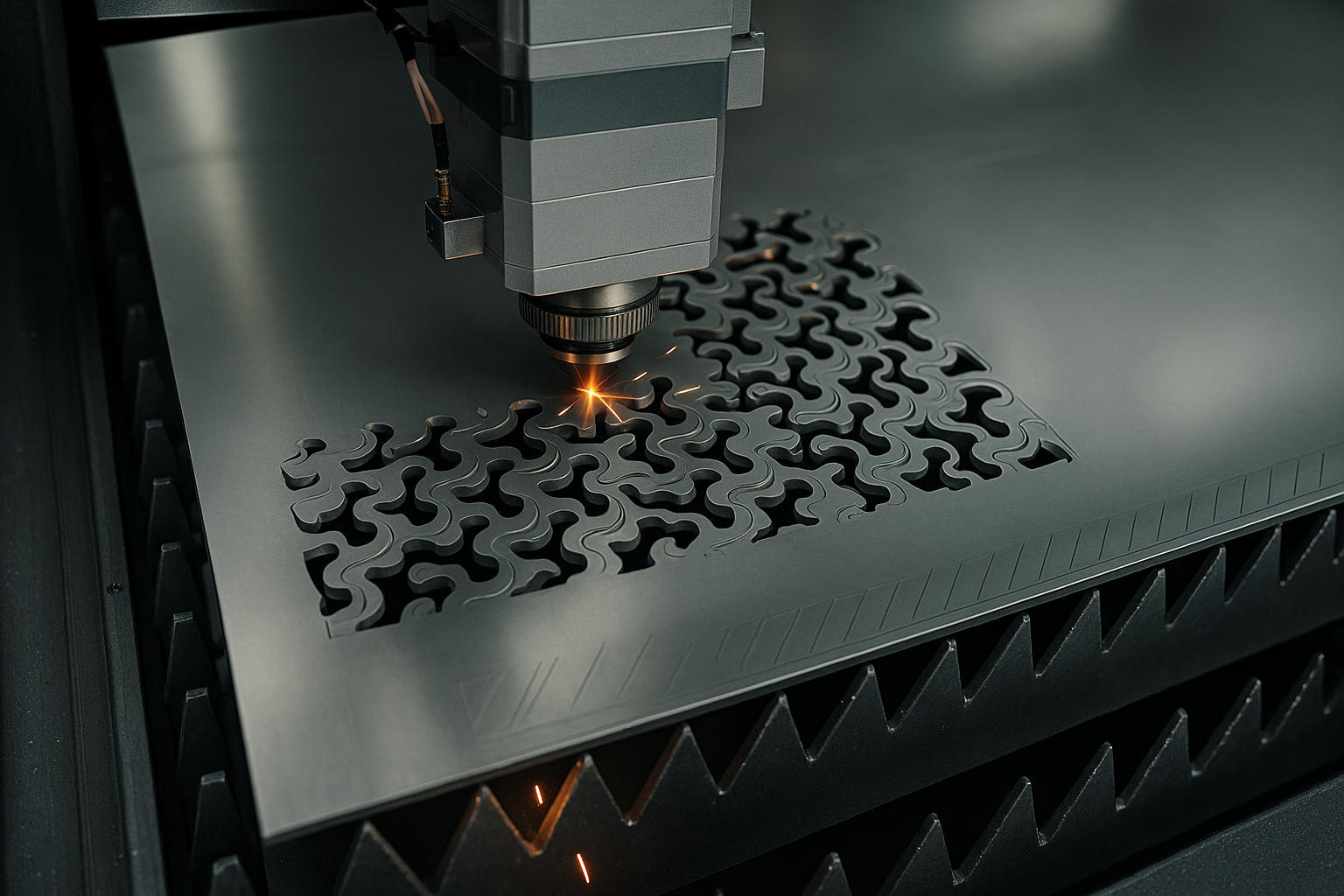
Лазерная или гидроабразивная обработка для корпусов, кожухов, фланцев, технологических панелей с точной геометрией и чистой кромкой без перегрева.
Плазменная и газокислородная нарезка несущих плит, косынок, швеллерных вставок, усиливающих элементов и фундаментных деталей из толстого плоского материала.
Листы режем с припусками, базовыми отверстиями и метками, чтобы упростить последующую гибку, сварку, фрезеровку и сборку изделий.
Решётки, воздуховоды, фасадные и интерьерные панели с точной перфорацией и аккуратным контуром, сохранением жёсткости металлического полотна.
Быстрый распил единичных образцов и тестовых серий по 3D/2D-чертежам. Помогаем доработать контур под технологию и сокращаем время вывода изделия.
Опишите материал (марка), формат, требуемые допуски, качество кромки и необходимость гибки/сварки/мехобработки. Приложите чертежи PDF/JPG — подберём технологию и предложим оптимальный крой.
Промышленные комплексы для раскроя: стали, алюминия, цветного металла. Диапазоны указаны как ориентиры; точные режимы подтверждаем по чертежу и марке материала.
| Тип станка | Модель/бренд (пример) | Мощность / класс | Макс. формат листа | Диапазон толщин (ориентир) | Точность / допуски | Скорость / особенности |
|---|---|---|---|---|---|---|
| Высокоточная резка (fiber) | Bystronic BySmart Fiber 3015 / TRUMPF TruLaser 3030 fiber | 4–10 кВт | 3000×1500 (возможен 4000×2000) | Сплав 0,5–25 мм; нерж 0,5–20 мм; Al 0,5–15 мм; Cu 0,5–8 мм | ~±0,10…0,20 мм; повторяемость ~±0,05…0,10 мм | N2 — чистая кромка на нерж/Cu; O2 — высокая скорость |
| Плазмой (ЧПУ) | Hypertherm XPR300 + портальная платформа | до 300 А (класс XPR) | 2000×6000 | 3–50 мм; нерж/Al — по технологическим газам | ~±0,5…1,5 мм | Производительно на 10–40 мм; есть термозона и грати |
| Гидроабразивом | OMAX 60120 / Flow Mach 3 | давление ~3,8–4,1 кбар | 1524×3048 | 1–120+ мм (все сплавы и композиты) | ~±0,10…0,20 мм (по качеству реза) | Без термозоны; оптимальна для цветных и многослойных материалов |
| Высечка/перфорация (пробивной пресс) | AMADA EM/Z или TRUMPF TruPunch (пример) | усилие 20–30 т | до 2500×1250 (с репозицией больше) | Нерж/Al до ~4 мм | ~±0,20…0,30 мм | Серийная перфорация, сложные решётки, отбортовки, рёбра жёсткости |



Режем листовой металл под излучатель, плазму, гидроабразив и газокислород. Ниже — ориентировочные диапазоны по материалам и параметрам для промышленного и строительного применения.
| Материал / марка (лист) | Лазер, мм (ориентир) | Плазма, мм (ориентир) | Гидроабразив, мм (показатель) | Газокислород, мм | Комментарии по резке |
|---|---|---|---|---|---|
| Ст3, S235, С245 (углеродистая конструкционная) | ~0,5–30 | ~3–50 | ~3–150+ | ~8–200 | Основной материал для несущих и строительных деталей; возможна нарезка с фасками под сварку. |
| 09Г2С, S355 и др. низколегированные высокопрочные | ~0,8–25 | ~3–40 | ~3–120+ | ~8–180 | Рекомендуем плазму для точной геометрии; газокислород — для толстых металлических полотен и крупногабарита. |
| AISI 304 / 316 / 430 (нержавеющая листовая) | ~0,5–20 | ~3–30 | ~2–80+ | — | Чистая кромка под пищевое/декоративное применение: луч с N2 или гидроабразив без термозоны. |
| Al 1050 / 5754 / 5083 и др. алюминиевые листы | ~0,8–12 | ~3–25 | ~2–60+ | — | Для фасадов и корпусов: подбираем режимы под отражающую поверхность; при высоких требованиях — гидро. |
| Оцинкованная (лист/рулон) | ~0,5–6 | ~2–20 | ~2–40 | — | Вентканалы, воздуховоды, короба. Сохраняем цинковый слой по периметру в пределах технологии. |
| Красный металлопрокат (листовой цветной прокат) | ~0,5–5 | ~2–15 | ~2–40+ | — | Для токопроводящих шин, декоративных панелей и экранов; рекомендуем гидроабразив при критичной чистоте кромки. |
Режем листовой и нержавеющий металл и алюминий. Под каждую марку и сечение утверждаем способ и допуски, если нужно выполняем тестовый рез.
Кейс-галерея: материалы, габариты, технологии, сроки. Показываем операции и типовые результаты по объёмам..





Приложите проект — ответим сегодня.
От обращения и чертежа — до обработки и контроля кромки, и отгрузкой. Срочные слоты и ночной график — по согласованию.
PDF; марка и тип материала, сечение 0.5–100 мм, формат листа, допуски, требуемое качество линии, микро‑перемычки и маркировка.
Смета по шт/м²; карты кроя и укладки; учёт ширины реза; выбор технологии (лазер/плазма/газ/гидро/гильотина). Если требуется — пробный рез.
Счёт и запуск. Сплав заказчика — принимаем по накладной; наш материал — поставка с сертификатами соответствия.
Распил по программе: настройка фокуса, давления и скорости, контроль геометрии и кромки, снятие заусенцев и разметка; межоперационный контроль и финальный контроль.
Паллетирование или кассеты, упаковка и ярлыки по спецификации; поставка по Петербургу/ЛО или самостоятельный вывоз.
Раскрой алюминия, устойчивым к коррозии материалом, цветной металл. Период изготовления зависит от марки, размера, формата полотна, сложности контура и текущей загрузки станков. После проверки чертежей фиксируем смету и календарный план.
Пришлите спецификацию: материал, формат листа, контуры деталей, допуски, комплект и желаемая дата — подберём метод и предложим ближайшее окно.
Прайс для вычисления работ по чертежам. Итоговая расценка фиксируются после контроля файлов и параметров к обрезному краю.
| Лазер | 1 мм | 2 мм | 3 мм | 4 мм | 6 мм | 8 мм | 10 мм | 12 мм | 16 мм | 20 мм | 25 мм | 30 мм |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ₽/м | 12 | 20 | 28 | 36 | 55 | 72 | 88 | 105 | 140 | 175 | 220 | 265 |
| (Коррозионностойкий сплав) | 1 мм | 2 мм | 3 мм | 4 мм | 6 мм | 8 мм | 10 мм | 12 мм | 16 мм | 20 мм | 25 мм | 30 мм |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ₽/м | 15 | 25 | 35 | 46 | 68 | 90 | 111 | 133 | 176 | 220 | 275 | 330 |
| (Алюминий) | 1 мм | 2 мм | 3 мм | 4 мм | 6 мм | 8 мм | 10 мм | 12 мм |
|---|---|---|---|---|---|---|---|---|
| ₽/м | 13 | 23 | 33 | 44 | 66 | 88 | 110 | 132 |
| Плазма | 2–3 мм | 3–5 мм | 5–8 мм | 8–10 мм | 10–14 мм | 16 мм | 20 мм | 25 мм | 30 мм | 36 мм | 40 мм | 50 мм |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Сталь, ₽/м | 25 | 40 | 60 | 69 | 89 | 119 | 144 | 179 | 214 | 254 | 289 | 354 |
| Нерж., ₽/м | 39 | 49 | 84 | 104 | 134 | 169 | 214 | 264 | 324 | 404 | 464 | 594 |
| Гидроабразив | 2 мм | 5 мм | 8 мм | 10 мм |
|---|---|---|---|---|
| ₽/м | 110 | 290 | 370 | 620 |
| Газокислородная резка | 6 мм | 8 мм | 10 мм | 12 мм | 16 мм | 20 мм | 25–30 мм | 40 мм |
|---|---|---|---|---|---|---|---|---|
| ₽/м | 420 | 439 | 451 | 483 | 546 | 580 | 580–611 | 643 |
| Доп. операции | Пробивка, ₽/шт | Гидро — отверстие, ₽/шт |
|---|---|---|
| Ø до 125 мм | 2–12 | 350 |
| Ø 125–350 мм | 12–22 | 550 |
Ответы на типовые вопросы по проекту, оплате, торцу, времени выполнения и поставке. Если вашего вопроса нет в списке, отправьте файл и параметры комплекта.
DWG/PDF в миллиметрах. Замкнутые контуры без дубликатов, толщина линии нулевая, полилинии предпочтительны, сплайны переводить в дуги. Никаких блоков, скрытых слоёв и текста в области реза. Имя файла без пробелов.
Углеродистая и нержавеющие материалы, алюминий, цветной металл, титан и композиты. Типовые диапазоны: луч 0,5–20 мм, плазма 3–50 мм, гидро 1–150+ мм, газ 40–200 мм. Точный диапазон подтверждаем по марке и серии.
~±0,10…0,30 мм, гидро ~±0,10…0,20 мм, плазма ~±0,5…1,5 мм, газ ~±1…2 мм. Качество среза согласуем по требуемой шероховатости и перпендикулярности; фиксируем в КП и подтверждаем контрольным листом.
Ширина пропила зависит от технологии, сопла и режимов. Мы учитываем компенсацию при раскрое. Если планируется мехобработка, добавьте припуск и обозначьте это в файле или ТЗ.
Уберите защитные плёнки, неустойчивые покрытия и загрязнения, кроме оговоренной транспортной плёнки на нержавеющем сплаве. Отметьте сторону «лицо/изнанка», чтобы сохранить внешний слой при гнезде.
Да. Примем лист с документами, проверим марку и толщину на входном контроле, остатки вернём или упакуем. По желанию поставим материал «под ключ» со склада или через ТК.
При подтверждении до 12:00 — возможен старт в тот же день, позже — на следующий рабочий. Типовые серии готовим за 1–3 дня. Доступны ускорение и ночные смены по согласованию.
По городу — своим транспортом по слотам, Ленобласть/регионы — любая ТК. Упаковка: паллеты, прокладки, стрейч/стрэппинг; если нужно — обрешётка и маркировка мест с ведомостью.
Считаем по длине реза, числу врезаний и отверстий с учётом материала, толщины и допусков, а также раскладки листа и тиража. Итоговые цены и графики фиксируем после проверки вашего эскиза.
Раскрой нержавейки, алюминия, красного металла под луч, плазму, гидроабразив и газ. Фиксируем допуски и технологию в коммерческом предложение, при необходимости делаем тест-рез и прикладываем контрольный лист к объему.
Нужно получить детали из листа, которые совпадают с чертежом и не требуют лишней доводки. Ниже — практические направления по выбору процесса, оформлению файлов и контролю качества для заказов в Санкт-Петербурге.