Серийная подготовка листов по DXF/DWG
ЧПУ-плазма с компенсацией реза и микро-перемычками; оптимизация компоновки под формат листа и снижение отходов.
Раскрой по вашим чертежам: лист, труба и профиль; углеродистая и нержавеющая сталь, алюминий.
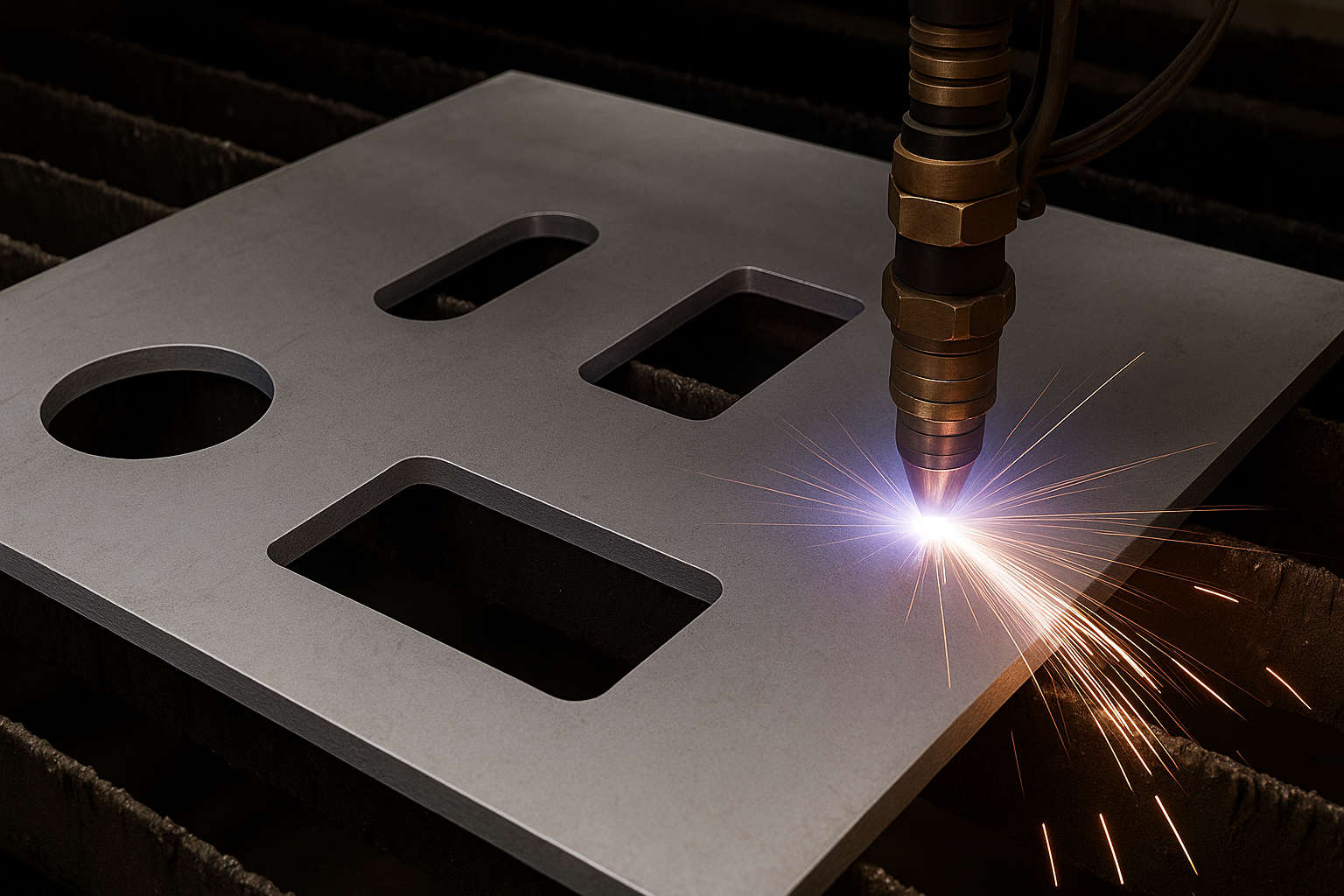
Плазменное разделение материала листа и проката. Толщины 2–40 мм.КП в Email / WhatsApp / Telegram.
Производство и стройка в СПб: раскрой плазмой — лист, труба и профиль; учитываем марку металлопроката, толщину, формат и допуски.
ЧПУ-плазма с компенсацией реза и микро-перемычками; оптимизация компоновки под формат листа и снижение отходов.
Круглая и квадратная труба, швеллер, уголок; отверстия, седла, разметка, подготовка стыков под термическое соединение.
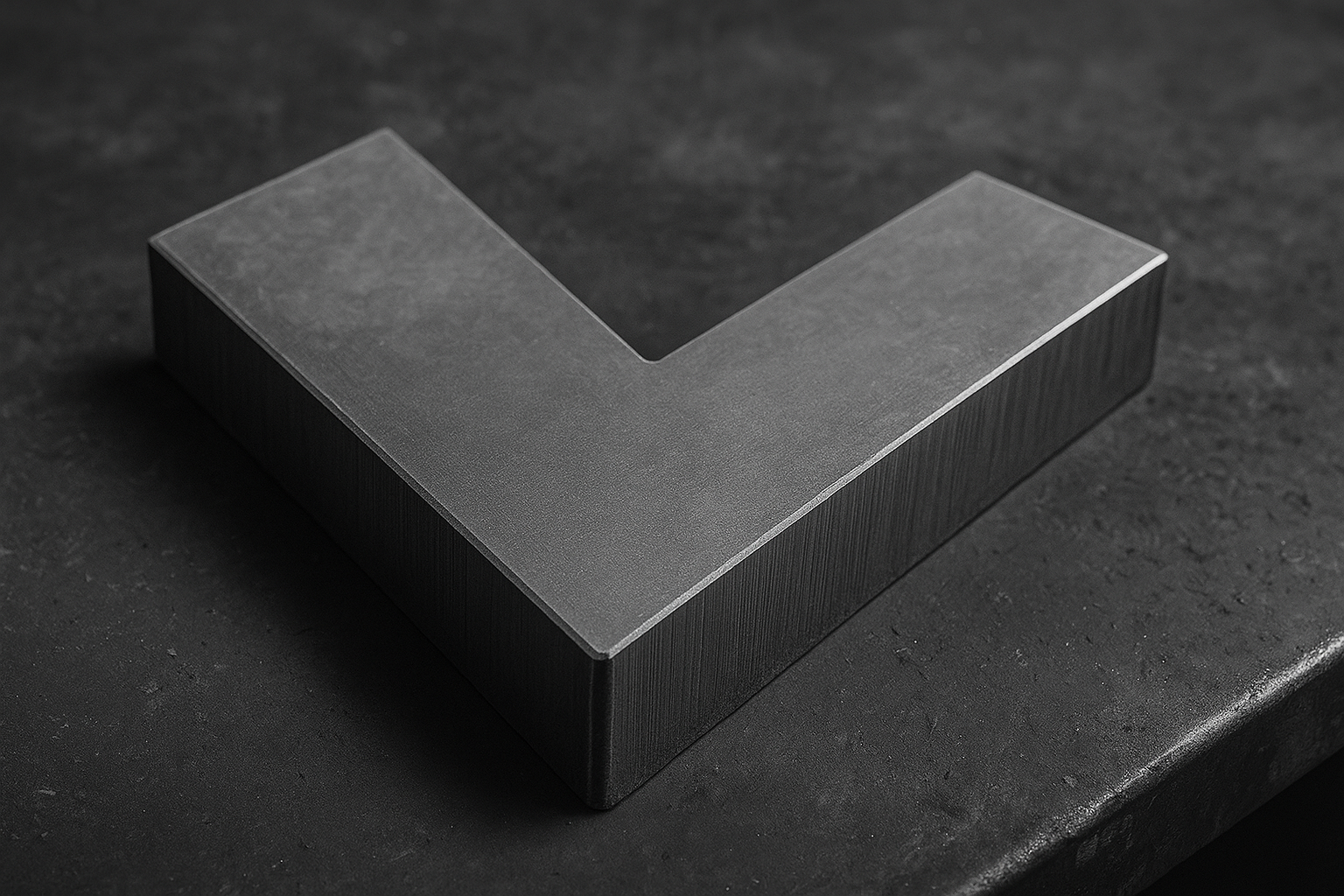
Разделка средних и больших толщин по контуру; фаски под соединения и подготовка кромок.
Припуски, базовые точки и метки сверления; стабильные размеры для последующих операций и сборки.
Решётки, технологические окна, усиливающие накладки; ровная кромка после зачистки и контроля качества.
Быстрый запуск по DWG или эскизу; помощь в подготовке чертежей и подборе режимов реза.
Укажите: марку, толщину, формат листа или тип профиля, тираж, допуски и требования к кромке, нужна ли фаска/зачистка, а также срочность и поставка. Приложите чертёж (DWG/PDF/JPG).
Комплексы обработки листа, трубчатых заготовок и сечений. Диапазоны типовые; режимы подбираем под марку сплава и толщину. Стоимость рассчитываем по чертежу и объёму.
| Тип станка | Модель/бренд (пример) | Мощность / класс | Макс. тип листа | Диапазон толщин (ориентир) | Точность / допуски | Скорость / особенности |
|---|---|---|---|---|---|---|
| Плазменная обработка HD (высокая точность) | Hypertherm XPR300 / Kjellberg HiFocus 280i | 170–300 А | ~2000×6000 мм | ~1–45 мм (сплав); нерж/Al до ~35 мм | ~±0,5…1,0 мм | Чистая кромка, минимальная конусность; отверстия ≥1,2×толщины |
| Термическая с фаскоснимателем (5 осей) | ESAB m3 Plasma / MicroStep Bevel | 260–300 А | 2000×6000 мм | ~8–40 мм (сталь) | ~±1,0…1,5 мм | Фаски V/Y/X до 45°; подготовка кромок под термическое соединение |
| Плазменный раскрой трубчатых заготовок и профилей | MicroStep PipeCut / HGG ProCutter | 125–260 А | Ø40–600; длина до 12 м | ~3–25 мм | ~±1,0…1,5 мм | Седла, окна, косые резы; маркировка и нумерация |
| Подводная высокотемпературная (снижение дыма/HAZ) | Водяной стол + Hypertherm HPR/HPRXD | 125–260 А | до ~2500×12000 мм | ~3–30 мм (сталь) | ~±0,7…1,2 мм | Меньше деформаций и окалины; чище зона реза |



Ориентиры для ЧПУ-плазмы по типовым маркам. Для тонких листов сравним с лазером, для сверхтолстых предложим газокислород или гидроабразив. Точные режимы, скорость и допуски подтвердим в коммерческом предложении.
| Материал / марка | Лазер, мм (ориентир) | Плазма, мм (ориентир) | Гидроабразив, мм (ориен) | Газокислород, мм | Примечание |
|---|---|---|---|---|---|
| Ст3, 09Г2С (углеродистая/низколег.) | ~0,5–25 | ~3–50 | ~1–150+ | ~40–200 | Оптимальна 6–30 мм; возможна фаска и подготовка кромки под термическое соединение. |
| AI 430 (нержавеющая) | ~0,5–20 | ~3–40 | ~1–120+ | — | Для максимально чистой кромки — азотная плазма или гидроабразив; термозона минимальна. |
| Al 1050 / 5083 (алюминиевые) | ~0,5–12 | ~3–40 | ~1–120+ | — | Подбираем рабочий газ и ток; отверстия малого диаметра согласуем по допускам. |
| Медь (Cu) | ~0,5–6 | ~3–20 | ~1–80+ | — | Отражающий материал; для высоких требований к чистоте — гидроабразив. |
| Латунь (CuZn) | ~0,5–8 | ~3–25 | ~1–80+ | — | Декоративные элементы точнее на лазере/гидро, производительный раскрой — плазма. |
| Титан (напр., ВТ1-0) | ~0,5–10 | ~3–30 | ~1–80+ | — | Аккуратные режимы реза; согласуем критерии к термозоне и шероховатости. |
Точная лазерная резка листового металла на станках ЧПУ по вашему чертежу. Для каждой марки и толщины согласовываем режим, допуски и стандарты к кромке. ОТК и протокол приемки включены.
Кейс-галерея плазменной обработки в Санкт-Петербурге: материалы, диапазоны толщин, режимы XPR/HPR, фаски и отверстия. Итоговую смету и срок изготовления подтверждаем после проверки чертежей и спецификаций.



Приложите DXF или PDF — ответим сегодня; смета и сроки — после проверки чертежа и требований по качеству кромки.
От заявки и чертежа — до плазменного рубки, контроля кромки с ОТК и отгрузки. Срочные слоты и ночные смены — по обращению клиента.
DXF/PDF; марка и тип (углеродистая сталь, нержавеющая сталь), толщина 2–50 мм, тип листа/прокат, допуски, требования к кромке/скосу, метки и микро-перемычки.
Смета по шт/м²; карты под высокотемпературную обработку; учёт ширины пропила и конусности; выбор газа (воздух/кислород/азот) и режимов обработки. При необходимости — пробный рез.
Счёт и запуск. Материал заказчика — принимаем по накладной; наша заготовка — поставка с сертификатами соответствия.
По ЧПУ-программе: настройка высоты поджига и ведения дуги, тока и скорости, подбор сопла и газа; контроль геометрии и кромки, снятие грата и маркировка; межоперационный контроль и финальный ОТК.
Паллетирование или кассеты, упаковка и ярлыки по спецификации; поставка по СПб/ЛО или самовывоз.
• фикс-смета за 3 часа
Плазменная обработка выполняется по согласованному SLA. Сроки запуска и отгрузки зависят от марки и толщины материала, длины и сложности контура, а также текущей загрузки. Итоговые временные рамки и смету подтверждаем после проверки чертежа и файлов DWG.
Пришлите чертёж и желаемую дату — подберём режимы. • фикс-смета за 3 часа.
Плазменная резка металла в Санкт-Петербурге. Сметная величина рассчитываем по толщине и материалу; итоговая смета подтверждается в коммерческом предложении.
| (Сталь) | 1 мм | 2 мм | 3 мм | 4 мм | 6 мм | 8 мм | 10 мм | 12 мм | 16 мм | 20 мм | 25 мм | 30 мм |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ₽/м | 60 | 70 | 105 | 105 | 158 | 210 | 210 | 263 | 351 | 454 | 526 | 648 |
| (Нержавейка) | 1 мм | 2 мм | 3 мм | 4 мм | 6 мм | 8 мм | 10 мм | 12 мм | 16 мм | 20 мм | 25 мм | 30 мм |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ₽/м | 81 | 95 | 142 | 142 | 213 | 284 | 284 | 355 | 474 | 613 | 710 | 875 |
| Профиль | 2–3 мм | 3–5 мм | 5–8 мм | 8–10 мм | 10–14 мм | 16 мм | 20 мм | 25 мм | 30 мм | 36 мм | 40 мм | 50 мм |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Сталь, ₽/м | 90 | 140 | 220 | 320 | 390 | 520 | 610 | 730 | 860 | 980 | 1060 | 1280 |
| Нерж., ₽/м | 122 | 189 | 297 | 432 | 527 | 675 | 824 | 986 | 1161 | 1323 | 1431 | 1728 |
| Газокислород (Сталь) | 6 мм | 8 мм | 10 мм | 12 мм | 16 мм | 20 мм | 25–30 мм | 40 мм |
|---|---|---|---|---|---|---|---|---|
| ₽/м | 418 | 437 | 449 | 481 | 544 | 578 | 578–609 | 641 |
| Доп. операции | Плазменная — пробивка, ₽/шт | Плазма — отверстие, ₽/шт |
|---|---|---|
| Ø до 125 мм | 8–20 | 300 |
| Ø 125–350 мм | 20–40 | 500 |
Ответы на типовые вопросы. Нет нужного — отправьте чертёж, ответим сегодня.
DXF/DWG/PDF, мм; замкнутые контуры, толщина линии 0; полилинии предпочтительнее сплайнов; при необходимости отметьте точки входа/выхода реза; имя файла без пробелов.
Плазма — от 5 000 ₽; единичные детали считаем по факту траектории и количеству прожигов. Точная сумма — в КП после проверки файлов.
Плазменное раскраивание: ориентировочно ±0,5…1,5 мм в зависимости от толщины, марки и настроек. Конкретные допуски зафиксируем в КП под вашу задачу.
Для плазмы рекомендуем ≥ 1,5…2×толщины по диаметру отверстий и перемычкам. Микромостики, зазоры и требуемую чистоту кромки согласуем в техконтакте.
Плазменный способ обработки выгодна на средних и больших толщинах, уверенно работает по чёрному сплаву и нержавеющей стали, допускает шероховатость кромки; лазер предпочтителен для тонких листов и высокой точности. Поможем выбрать по вашему чертежу.
Закладывайте припуски на гибку и указывайте линии гиба, лицевую и обратную стороны. Зона термического влияния и возможный грат учитываются при подготовке кромки под сварку; при необходимости выполним зачистку.
Да. Примем материал с документами; поверхность должна быть сухой и чистой. Остатки вернём или упакуем. Альтернатива — поставим «под ключ» со склада/ТК.
Подтверждение до 12:00 — запуск в тот же день, позже — на следующий. Типовые партии — 1–3 дня. Возможны ускорение и ночные смены по согласованию.
СПб — своим транспортом по слотам; ЛО и регионы — через любую ТК. Самовывоз — адрес цеха.
Считаем по длине траектории, числу прожигов, материалу и толщине, а также требуемой точности и чистоте кромки. Ориентируемся на актуальные рыночные ставки СПб; смета — по вашему DXF.
Фиксируем допуски для плазменной нарезки в коммерческом предложении, выполняем тест-рез и подтверждаем качество протоколом ОТК. Работаем по DWG/PDF (мм) с прозрачным распределением ответственности и привязок.
Нужна серийная партия или крупные детали с устойчивым качеством контура и приемлемой точностью. Ниже — практические ориентиры по возможностям режущей обработки, подготовке файлов и условиям запуска заявок в Санкт-Петербурге.