Фаски под сварку на листах и плитах
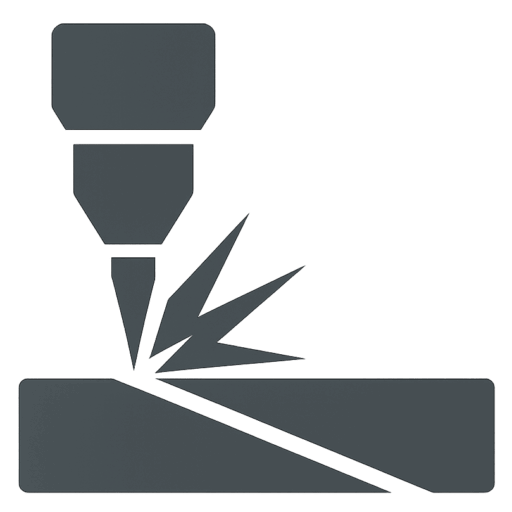
Угловая резка кромок под V, X и K-образные швы на конструкционных и легированных сталях с контролем глубины и равномерности фаски по контуру.
Санкт-Петербург. Косой и наклонный рез: плазма, гидроабразив, газ. Углы от 0° до 45°. Точные фаски и скосы.
Расчёт в тот же день. КП — в Email / WhatsApp / Telegram.
Угловая резка листов, балок, труб и профилей в Санкт-Петербурге для подготовки фасок под сварку, сборки рам, пространственных каркасов и силовых узлов: точная геометрия, стабильный угол и готовность к монтажу без доработки.
Угловая резка кромок под V, X и K-образные швы на конструкционных и легированных сталях с контролем глубины и равномерности фаски по контуру.
Запил под заданным углом для стыковки ригелей, ферм и металлоконструкций без подрезки на монтаже, с сохранением несущей способности сечения.
Точные угловые резы профильных труб, уголков и полос для прямоугольных, трапецеидальных и пространственных рам с совпадением стыков по всей партии.
Угловая резка с изменяемым наклоном резака по траектории, совмещение прямого и косого реза, выборочная выборка металла под многослойные и автоматизированные швы.
Косые торцы, седловидные вырезы и окна в круглых и профильных трубах для коллекторов, стояков и пространственных каркасов с точным прилеганием под сварку.
Оперативная угловая резка опытных образцов и небольших серий деталей с разными углами фасок для проверки технологии сварки и сборки перед крупным запуском.
Укажите марку и толщину металла, тип заготовки (лист, плита, балка, труба, профиль), требуемый угол и форму фаски, длину участка реза, объём партии, требования к точности и необходимости доставки. Приложите чертежи или эскизы в форматах DXF, DWG, PDF или JPG.
Лазерные, плазменные и газокислородные комплексы с 3D-головами и фасонными модулями для точной резки под углом. Готовим кромки под сварные швы X, V, Y, K, выполняем косой рез по листу, балке, трубе и профилю без ручной доработки.
| Тип комплекса | Модель/бренд (пример) | Диапазон углов реза | Толщины и формат | Точность / допуски | Подготовка кромки под сварку | Типичные задачи |
|---|---|---|---|---|---|---|
| Волоконный лазер с 3D-головой | Bystronic / TRUMPF / Bodor Bevel | 0–45° по листу и кромке | Листы до 3000×1500, толщины 6–25 мм (сталь, нерж) | Около ±0,15 мм по геометрии скоса | V и Y фаски под автоматическую сварку, точный контроль глубины | Сварные балки, фланцы, опорные плиты, детали для РВС и металлоконструкций |
| Hi-Def плазма с фасонной головой | Hypertherm XPR с 5-осевым модулем | 0–45°, сложные траектории по кромке | Листы до 2500×8000, толщины 10–60 мм (сталь) | Примерно ±0,5–1,5 мм | X, Y и K фаски c припуском под механическую обработку | Силовые элементы, косые ребра, опорные пластины, детали для мостов и каркасов |
| Газокислородная линия для фасок | Messer / ESAB с наклонными резаками | 0–60° по прямой и радиусу | Плиты до 3000×12000, толщины 20–300 мм | Около ±1,5–3,0 мм | Грубая фаска под последующую мехобработку и высоконагруженные швы | Базовые плиты, элементы толстостенных конструкций, опорные и анкерные детали |
| Резка профилей и труб под углом | Tube-лазер / ленточные пилы с поворотом стола | 0–60° для торцовки и седловых вырезов | Профили, двутавры, трубы до 6–12 м длиной | Около ±0,5 мм по длине реза | Точная подгонка под стык, седловые врезки и косые стыки под сварку | Каркасы, фермы, трубопроводы, опорные и связевые элементы |

Выполняем фасонную резку под углом для подготовки кромок под сварку, Х-, Y-, K-образных разделок, снятия фасок и формования силовых элементов. Используем 3D-головы лазеров, плазменные и газокислородные системы, а также гидроабразив для ответственных деталей без термического влияния. Ниже приведены ориентиры по материалам и толщинам.
| Материал / марка | Лазер, мм (V/Y фаски) | Плазма, мм (V/Y/X фаски) | Гидроабразив, мм (произвольный угол) | Газокислород, мм (фаски под сварку) | Комментарий по резке под углом |
|---|---|---|---|---|---|
| Ст3, С245, С255 (углеродистая конструкционная) | 6–20 (до 45°) | 8–40 (до 45°) | 15–120 (любой угол) | 12–250 (V, Y фаски) | Подготовка кромок под автоматическую сварку, косынки, опорные пластины. Выдерживаем геометрию фаски и корневой притупление. |
| 09Г2С, С345 (низколегированная высокопрочная) | 6–20 (до 45°) | 8–50 (до 45°) | 15–120 | 12–200 | Несущие конструкции, балки, ребра жесткости. Контролируем тепловложение и форму разделки под проектные требования. |
| Нержавеющая сталь AISI 304 / 316 / 321 | 4–15 (до 45°) | 6–30 | 10–80 | — | Фаски под герметичные и санитарные швы, кольцевые и фланцевые соединения. Используем инертный газ для чистой кромки. |
| Износостойкие стали (Hardox и аналоги) | 6–20 | 8–40 | 15–80 | — | Фаски для ковшей, ножей, футеровок. Подбираем режимы для сохранения твердости рабочей поверхности. |
| Алюминиевые сплавы 5xxx / 6xxx (толстый лист) | 6–15 | 8–30 | 10–80 | — | Косые кромки для рам, платформ и корпусов. Рекомендуем гидроабразив или плазму при повышенных требованиях к структуре. |
| Трубы, двутавры, швеллеры, профиль | 3–16 (3D-лазер) | 5–30 | 10–60 | 8–60 | Угловая резка торцов и вырезов под стыковку профилей, косые резы под узлы КМ. Сразу готовим разделку под монтаж и сварку. |
Режем металл под углом для подготовки кромок под сварку, фасонных стыков и ответственных узлов. Формируем стабильный заданный угол, контролируем ширину полки, корень шва и повторяемость фасок по всей партии согласно чертежам и требованиям к сборке.
Примеры промышленной резки металла под углом для подготовки кромок под сварку, фасонных элементов, анкерных плит и силовых узлов. Используем лазер, плазму, газокислород и комбинированные решения для получения точного угла, стабильной геометрии и минимальной ручной доработки.


Отправьте чертежи деталей с требуемым углом фаски, толщиной и типом сварного шва. Подберём технологию резки под углом, рассчитаем стоимость и сроки для вашей партии.
От заявки и чертежа — до точной резки под углом и контроля с ОТК и отгрузкой. Специализированное оборудование для высокой точности.
DXF/DWG/PDF; марка и тип металла (сталь, нержавеющая сталь, алюминий), толщина 2–40 мм, формат листа/прокат, углы реза (от 0° до 45°), допуски, требуемое качество кромки, микро‑перемычки и маркировка.
Смета по шт/м²; карты раскроя с учётом углов реза; выбор технологии (лазер с ЧПУ/плазма с поворотным столом) и параметров для обеспечения точного угла и чистоты среза.
Счёт и запуск. Металл заказчика — принимаем по накладной; наш материал — поставка с сертификатами соответствия.
Резка под углом по программе: точная настройка угла поворота, фокуса, давления и скорости, контроль геометрии и кромки, снятие заусенцев и маркировка; межоперационный контроль и финальный ОТК.
Паллетирование или кассеты, упаковка и ярлыки по спецификации; доставка по СПб/ЛО или самовывоз.
Расчёт в тот же день • фикс‑смета за 3 часа
Режем под углом для подготовки кромок под сварку, фасонных стыков, усилений и узлов, где важно совместить точную геометрию скоса и реальный график поставки. Согласовываем углы, допуски и сроки ещё на этапе расчёта.
Пришлите чертежи фасок и деталей с резкой под углом, укажите сроки и объёмы, предложим технологию и закрепим реалистичный график поставки.
Прайс для расчёта работ по чертежам. Итоговая смета подтверждается в КП по запросу.
| Резка под углом (Сталь) | 1 мм | 2 мм | 3 мм | 4 мм | 6 мм | 8 мм | 10 мм | 12 мм | 16 мм | 20 мм | 25 мм | 30 мм |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ₽/м | 8 | 17 | 25 | 33 | 50 | 67 | 83 | 100 | 133 | 166 | 208 | 250 |
| Резка под углом (Нержавейка) | 1 мм | 2 мм | 3 мм | 4 мм | 6 мм | 8 мм | 10 мм | 12 мм | 16 мм | 20 мм | 25 мм | 30 мм |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ₽/м | 11 | 22 | 32 | 43 | 65 | 87 | 108 | 130 | 173 | 216 | 270 | 325 |
| Резка под углом (Плазма) | 2–3 мм | 3–5 мм | 5–8 мм | 8–10 мм | 10–14 мм | 16 мм | 20 мм | 25 мм | 30 мм | 36 мм | 40 мм | 50 мм |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Сталь, ₽/м | 21 | 36 | 56 | 65 | 85 | 115 | 140 | 175 | 210 | 250 | 285 | 350 |
| Нерж., ₽/м | 35 | 45 | 80 | 100 | 130 | 165 | 210 | 260 | 320 | 400 | 460 | 590 |
| Резка под углом (Гидроабразив) | 2 мм | 5 мм | 8 мм | 10 мм |
|---|---|---|---|---|
| ₽/м | 95 | 250 | 320 | 540 |
| Резка под углом (Газокислород, Сталь) | 6 мм | 8 мм | 10 мм | 12 мм | 16 мм | 20 мм | 25–30 мм | 40 мм |
|---|---|---|---|---|---|---|---|---|
| ₽/м | 418 | 437 | 449 | 481 | 544 | 578 | 578–609 | 641 |
| Доп. операции | Лазер — пробивка, ₽/шт | Гидро — отверстие, ₽/шт |
|---|---|---|
| Ø до 125 мм | 1–10 | 300 |
| Ø 125–350 мм | 10–20 | 500 |
Если вашего вопроса нет в списке, направьте чертеж с указанием углов и требуемых допусков, подготовим техническое решение и расчет в тот же день.
Резка под углом позволяет формировать скосы, фаски, V, X, K и Y подготовки кромок, наклонные торцы профилей и труб, а также сложные объемные стыки. Такой рез используют для последующей сварки, точной стыковки несущих элементов, рам, ферм, лестничных маршей и металлоконструкций с повышенными требованиями к прочности и внешнему виду.
Выполняем прямые и комбинированные фаски под заданными углами, включая стандартные диапазоны примерно от 15 до 60 градусов, а также индивидуальные значения по чертежу. Формируем односторонние и двухсторонние фаски, корневые площадки и притупления под выбранную схему сварного соединения.
Используем лазерные комплексы с наклонной головкой для точной фаски на листах и профилях, плазменные системы с поворотным резаком для толстого металла и кислородную газовую резку под углом для массивных заготовок. Конкретная технология выбирается по толщине, марке стали, требуемой точности и бюджету проекта.
Режем под углом конструкционные и низколегированные стали, нержавеющие стали, алюминиевые сплавы и часть других металлов. Диапазон толщин зависит от оборудования и выбранного метода. Возможность выполнения фасок по конкретной марке и толщине подтверждаем после анализа задачи и чертежей.
В рабочих файлах важно явно указать угол реза, глубину фаски, корневую площадку, сторону выполнения (лицевая или обратная), базовые поверхности и ориентацию детали. Предпочтительны DXF или DWG с размерами в миллиметрах и понятной схемой фасок. При необходимости помогаем корректно оформить задание по вашим эскизам.
Используем калиброванные оси наклона, корректировку параметров в управляющих программах и контроль пробных резов. На серийных партиях фиксируем технологию и настройки, чтобы вся партия фасок была выполнена с одинаковым углом, глубиной и корневой площадкой в пределах согласованных допусков.
Да, возможно выполнять фаски по контуру сложной формы, на ребрах вырезанных деталей и в зоне отверстий под сварку или крепеж. При проектировании важно учитывать минимальные радиусы, расстояния до крайки и требования к сохранению сечения, поэтому сложные узлы рекомендуем согласовывать с технологом до запуска.
Принимаем металл заказчика при наличии сертификатов и маркировки, организуем разгрузку и фиксацию габаритных листов и профилей. Остатки возвращаем или комплектуем в отдельные пачки. По запросу можем предложить поставку металла и резку под углом под ключ с выдачей готовых комплектов под сборку.
Стандартные партии деталей с фасками запускаем после согласования файлов и обычно выполняем в течение двух пяти рабочих дней, в зависимости от толщины, объема, номенклатуры и требуемого контроля качества. Сложные проекты с большим числом позиций и узлов планируем по отдельному графику.
На стоимость влияет тип материала, толщина, длина фасок, набор углов, сложность геометрии, объем партии и выбранная технология. В расчет включаем подготовку программ, пробные резы и контроль параметров. Итоговую цену фиксируем в коммерческом предложении после анализа чертежей, при необходимости добавляем расчет поставки металла и доставки по Санкт Петербургу и Ленинградской области.
Выполняем резку металла под углом для подготовки кромок под сварку, фасонных деталей, усиливающих элементов, опорных плит, фланцев и узлов, где важно сочетание точной геометрии фаски, стабильного угла и повторяемости по всей партии. Все ключевые параметры фиксируем в коммерческом предложении и подтверждаем протоколом ОТК.
Резка под углом критична для качества сварного шва, точности стыков и скорости монтажа. Этот блок ориентирован на производителей металлоконструкций, монтажные организации и подрядчиков по промышленным объектам, которым нужны фаски и запилы под заданным углом без доработки на площадке.