Серийный раскрой нержавеющих листов по DXF/DWG
Партии деталей с оптимизацией раскладки и маркировкой позиций; учёт формата листа, припусков и направления шлифовки.
Санкт-Петербург. Плазменная резка нержавеющей стали по вашим чертежам: лист, заготовки, контуры и отверстия.
Расчёт в тот же день. КП — в Email / WhatsApp / Telegram.
Санкт‑Петербург: плазменная резка нержавеющей стали — листы, полосы, заготовки. Учитываем марку AISI, толщину, формат листа и допуски; чистая кромка и контроль зоны термовлияния.
Партии деталей с оптимизацией раскладки и маркировкой позиций; учёт формата листа, припусков и направления шлифовки.
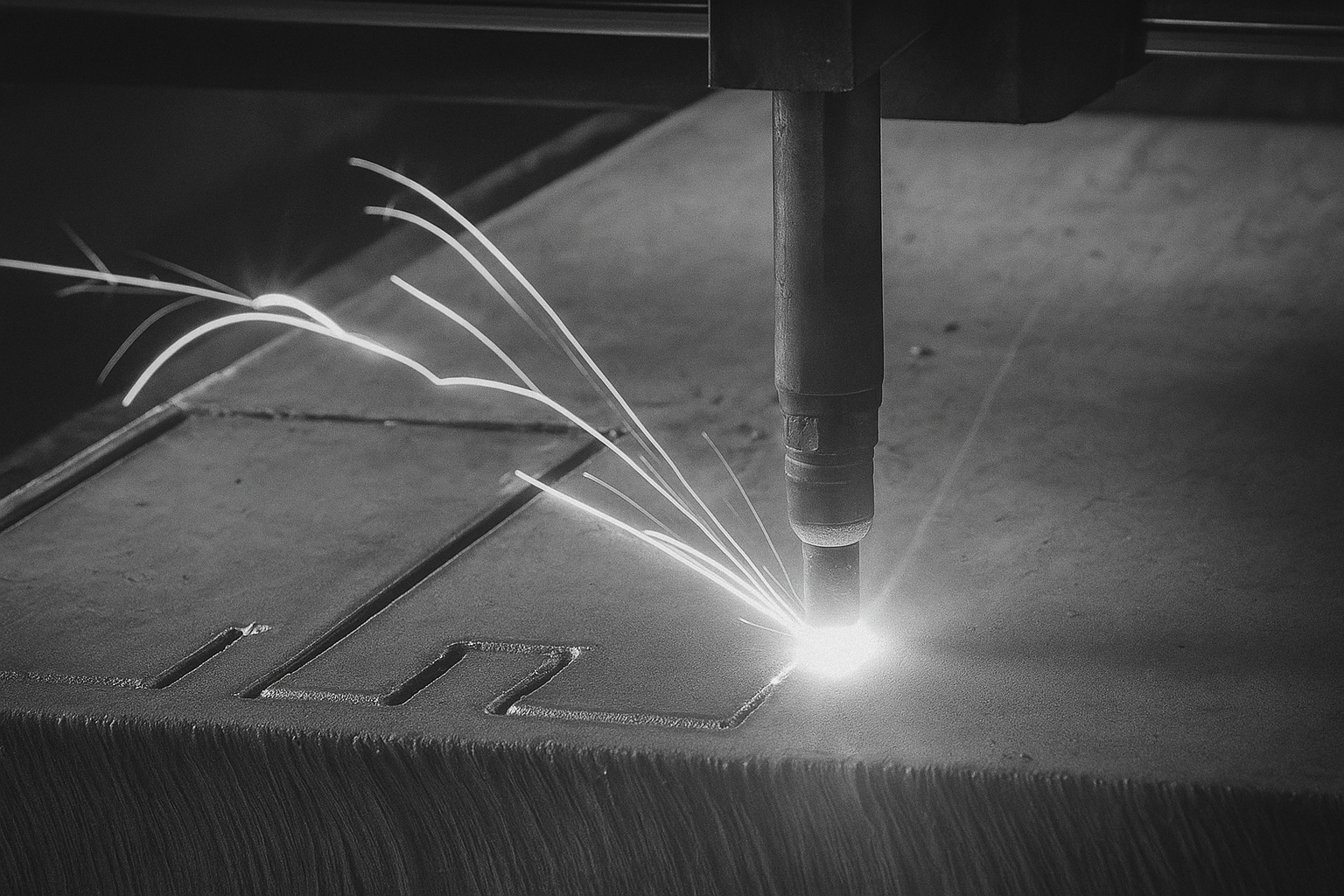
Плазменная резка с азотом или смесью под чистую кромку; по ТЗ снимаем заусенцы и контролируем геометрию.
Плазменная резка по контуру; при необходимости — фаски под сварку и разделка кромок. Режимы подбираем под толщину и марку стали.
Базовые отверстия и технологические пазы; припуски на последующие операции и стабильные размеры по базам.
Экраны, панели, решётки — ровная кромка, минимальные оплавления; по заявке мягкая дообработка и пассивация.
Быстрый запуск. Расчёт в тот же день; фикс‑смета за 3 часа.
Укажите: марку стали AISI, толщину, формат листа, тираж, допуски и требуемую чистоту кромки, допустимую зону термовлияния, срочность и доставку. Приложите чертёж (DXF/DWG/PDF/JPG).
Плазменная резка нержавейки: лист, полоса, заготовки. Портальные комплексы с XPR300, мультигаз на основе азота и водорода, водяной стол для снижения термозоны и окрашивания кромки. Диапазоны типовые, режимы под задачу. Смета прозрачная, расчёт в тот же день.
| Тип станка | Модель/бренд (пример) | Мощность / класс | Макс. формат листа | Диапазон толщин (ориентир) | Точность / допуски | Скорость / особенности |
|---|---|---|---|---|---|---|
| Плазменная резка нержавеющей стали (ЧПУ, X‑Definition) | Hypertherm XPR300 + портальная платформа с водяной ванной | до 300 А (X‑Definition) | ~2000×6000 | ~2–40 мм (AISI 304/316); тонкие листы — на пониженных токах | ~±0,5…1,0 мм при термостабилизации заготовки | Плазмо- и защитные газы: N2, F5 (N2/H2), Ar/H2; водяной стол снижает термозону и окалину |
| Лазерная резка нержавеющей стали (fiber) | Bystronic BySmart Fiber 3015 / TRUMPF TruLaser 3030 fiber | 4–10 кВт | 3000×1500 (возможен 4000×2000) | ~0,5–20 мм (AISI 304/316) | ~±0,1…0,2 мм | N2 — чистая кромка без окалинивания; на толщине свыше 12–15 мм производительность ниже, чем у плазмы |
| Гидроабразивная резка нержавеющей стали | OMAX 60120 / Flow Mach 3 | давление ~3,8–4,1 кбар | 1524×3048 | ~1–100+ мм | ~±0,1…0,2 мм | Без термозоны; для прецизионных кромок, скорость ниже лазера и плазмы |
| Газокислородная резка | Messer MultiTherm / ESAB Suprarex | O2 головки (до 2–4 постов) | до ~2500×12000 (по столу) | — | — | Не применяется для нержавеющих сталей; используется только для углеродистой стали |



Плазменная резка нержавеющей стали в Санкт‑Петербурге. Ниже приведены типовые марки AISI и ориентиры по толщине для плазмы; для сравнения добавлены лазер и гидроабразив. Точные режимы подтверждаем в коммерческом предложении. Расценки рассчитываем по чертежу и спецификации.
| Материал / марка | Лазер, мм (ориентир) | Плазма, мм (ориентир) | Гидроабразив, мм (ориентир) | Газокислород, мм | Примечание |
|---|---|---|---|---|---|
| AISI 304 (лист/труба) | ~0,5–20 | ~3–40 | ~1–120+ | — | Универсальная марка; чистая кромка при плазме на азоте или смеси инертных газов, при высоких требованиях — гидро |
| AISI 316L (коррозионностойкая) | ~0,5–18 | ~3–40 | ~1–100+ | — | Молибденовая сталь; рекомендуем контроль окалины и при необходимости последующую зачистку |
| AISI 321 (теплостойкая) | ~0,5–16 | ~3–35 | ~1–100+ | — | Хорошо держит геометрию; учитываем тепловложение при мелких контурах |
| AISI 430 (ферритная) | ~0,5–12 | ~3–30 | ~1–90+ | — | Экономичный вариант; после плазмы возможна шлифовка кромки под декоративные требования |
| AISI 409 / 439 | ~0,5–12 | ~3–30 | ~1–90+ | — | Тонколистовые и автомобильные назначения; режим подбираем по партии и толщине |
| Duplex 2205 | ~0,5–15 | ~3–35 | ~1–80+ | — | Повышенная прочность; ограничиваем тепловую зону, при критичных допусках рекомендуем гидро |
Резка нержавеющей стали плазмой по вашим чертежам с ОТК и протоколом приемки. Диапазоны допусков приводим как ориентиры, точные режимы подбираем под марку AISI и толщину, подтверждаем в коммерческом предложении. Ценообразование прозрачное, расчет выполняем по спецификации.
Кейс-галерея плазменной резки нержавейки в СПб: марки AISI, толщины, операции и сроки. Итоги и стоимость подтверждаем после проверки чертежей.





Приложите DXF/DWG или PDF — ответим сегодня; смета и сроки — после проверки чертежа.
От заявки и чертежа — до программирования режима плазмы, контроля кромки без окалины и отгрузки. Срочные слоты и ночные смены — по согласованию.
DXF/DWG/PDF; марка нержавеющей стали (AISI 304/316/430), толщина 0.8–30 мм, формат листа/плиты, допуски, требуемое качество кромки и термозоны, микро‑перемычки и маркировка.
Смета по шт/м²; карты раскроя и укладки; учёт ширины пропила; выбор плазменного режима (ток, скорость, высота, газ: азот/воздух/кислород/смеси). При необходимости — пробный рез.
Счёт и запуск. Нержавейка заказчика — принимаем по накладной; наш материал — поставка с сертификатами соответствия 3.1.
Плазменная резка по программе: настройка тока, давления и высоты дуги, контроль геометрии и кромки, снятие брызг и окалины; межоперационный контроль и финальный ОТК.
Паллетирование или кассеты, упаковка и ярлыки по спецификации; доставка по СПб/ЛО или самовывоз.
Расчёт в тот же день • фикс‑смета за 3 часа
Организуем производство под плазменную резку нержавеющей стали по согласованному SLA. Сроки запуска и отгрузки зависят от марки нержавеющей стали, толщины листа, чистоты кромки и текущей загрузки станков. Итоговые сроки и смету подтверждаем после проверки чертежа и технологичности.
Пришлите чертёж и желаемую дату — подберём режимы плазменной резки нержавеющей стали и предложим ближайшее окно.
Прайс для расчёта раскроя нержавеющей стали по чертежам. Итоговая смета подтверждается в КП после проверки геометрии и партии.
| Плазма (нерж.) — базовый | 1 мм | 2 мм | 3 мм | 4 мм | 6 мм | 8 мм | 10 мм | 12 мм | 16 мм | 20 мм | 25 мм | 30 мм |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ₽/м | 420 | 450 | 460 | 500 | 530 | 580 | 640 | 710 | 840 | 910 | 960 | 1030 |
| Плазма (нерж.) — серия ≥100 м | 1 мм | 2 мм | 3 мм | 4 мм | 6 мм | 8 мм | 10 мм | 12 мм | 16 мм | 20 мм | 25 мм | 30 мм |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ₽/м | 380 | 405 | 414 | 450 | 480 | 520 | 575 | 640 | 755 | 820 | 865 | 930 |
| Плазма (нерж.) — диапазоны | 2–3 мм | 3–5 мм | 5–8 мм | 8–10 мм | 10–14 мм | 16 мм | 20 мм | 25 мм | 30 мм | 36 мм | 40 мм | 50 мм |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Нерж., ₽/м | 460 | 500 | 560 | 610 | 740 | 840 | 910 | 960 | 1030 | 1150 | 1250 | 1450 |
| Шлифовка кромки (нерж.) | 2 мм | 5 мм | 8 мм | 10 мм |
|---|---|---|---|---|
| ₽/м | 120 | 240 | 320 | 380 |
| Фаска V / снятие заусенцев (нерж.) | 6 мм | 8 мм | 10 мм | 12 мм | 16 мм | 20 мм | 25–30 мм | 40 мм |
|---|---|---|---|---|---|---|---|---|
| ₽/м | 300 | 360 | 420 | 480 | 560 | 650 | 780–900 | 980 |
| Доп. операции (нерж.) | Плазма — пробивка, ₽/шт | Плазма — отверстие, ₽/шт |
|---|---|---|
| Ø до 125 мм | 40 | 320 |
| Ø 125–350 мм | 75 | 520 |
Ответы на типовые вопросы по резке нержавеющей стали плазмой в СПб. Нет нужного вопроса — отправьте чертёж, ответим сегодня.
DXF/DWG/PDF в миллиметрах; контуры замкнутые; толщина линии 0; полилинии предпочтительнее сплайнов; имя файла без пробелов. Учитывайте ширину реза плазмой ~1,2…2,0 мм для компенсации.
Плазменная резка нержавеющей стали — от 5 000 ₽. Подготовка управляющих программ, раскрой и технологический просмотр включаем в смету после проверки файлов.
Плазма по нержавейке: ориентир ~±0,5…1,5 мм; на HD‑плазме — до ~±0,3…0,8 мм. Точный допуск укажем в КП по марке и толщине листа.
Гильотина подходит для прямолинейных отрезов без сложной геометрии. Плазма — для фигурного раскроя, отверстий, фасок и серийных партий толщиной примерно 3–30 мм.
Да. Принимаем листы с документами. Работаем с распространёнными марками AISI 304, 321, 430, 316 и др. Остатки вернём или упакуем. По запросу поставим металл «под ключ» со склада или через ТК (здесь вставить ссылку).
Подтверждение до 12:00 — запуск в тот же день, позже — на следующий. Типовые партии — 1–3 дня в зависимости от толщины и объёма. Возможны ускорение и ночные смены по согласованию.
По Санкт‑Петербургу — собственным транспортом по слотам. По ЛО и регионам — через любую ТК (трек: «здесь вставить ссылку»). Самовывоз — адрес цеха «здесь вставить ссылку».
Расчёт ведём по погонному метру реза, количеству прожигов и толщине с учётом марки стали и требований к кромке. Итоговая цена зависит от объёма и карты раскроя; смету подготовим в КП по вашему DXF/DWG.
Фиксируем допуски в коммерческом предложении именно для плазменной резки нержавеющей стали, при необходимости выполняем тест‑рез и подтверждаем качество протоколом ОТК. Работаем по DXF/DWG/PDF (мм) с прозрачным распределением ответственности.
Нужно быстро получить детали из нержавеющей стали, совпадающие с чертежом и готовые к сварке или сборке без лишней доводки. Ниже собраны практические ориентиры по выбору режимов, подготовке файлов и контролю качества для заказов в Санкт‑Петербурге.