Серийный раскрой тонколистового металла
Партии деталей из стали, нержавеющей стали, алюминия и оцинкованного металла толщиной от 0,4 до 3 миллиметров с оптимизацией раскладки и маркировкой позиций.
Санкт-Петербург. Прецизионная резка листового материала: лазер, плазма, гидроабразив. Высокая точность и минимальные допуски.
Расчёт в тот же день. КП — в Email / WhatsApp / Telegram.
Тонколистовой металл до 3 миллиметров для серийных и единичных изделий в Санкт-Петербурге: прецизионный лазерный раскрой, чистая кромка без деформации, стабильные размеры под дальнейшую сборку.
Партии деталей из стали, нержавеющей стали, алюминия и оцинкованного металла толщиной от 0,4 до 3 миллиметров с оптимизацией раскладки и маркировкой позиций.
Точная резка тонкого металла для электрощитов, шкафов, стоек, приборных панелей и защитных кожухов с сохранением геометрии и отверстий под сборку.
Раскрой тонкого оцинкованного металла под фитинги, фланцы, переходы и короба без пережога кромки для точной стыковки на объекте.
Резка с технологическими припусками, базовыми отверстиями и привязками для последующей гибки, штамповки и точной сборки изделий.
Экранные панели, фасадные кассеты, решетки, дизайнерские вставки с аккуратной перфорацией и чистой кромкой без заусенцев.
Быстрый запуск производства опытных образцов и тестовых серий с оперативным расчётом и понятными сроками поставки.
Укажите материал (сталь, нержавеющая сталь, алюминий, оцинкованный металл), толщину, формат листа или изделия, тираж, требуемые допуски, качество кромки, срочность и необходимость доставки. Приложите чертежи или эскизы в форматах DXF, DWG, PDF или JPG.
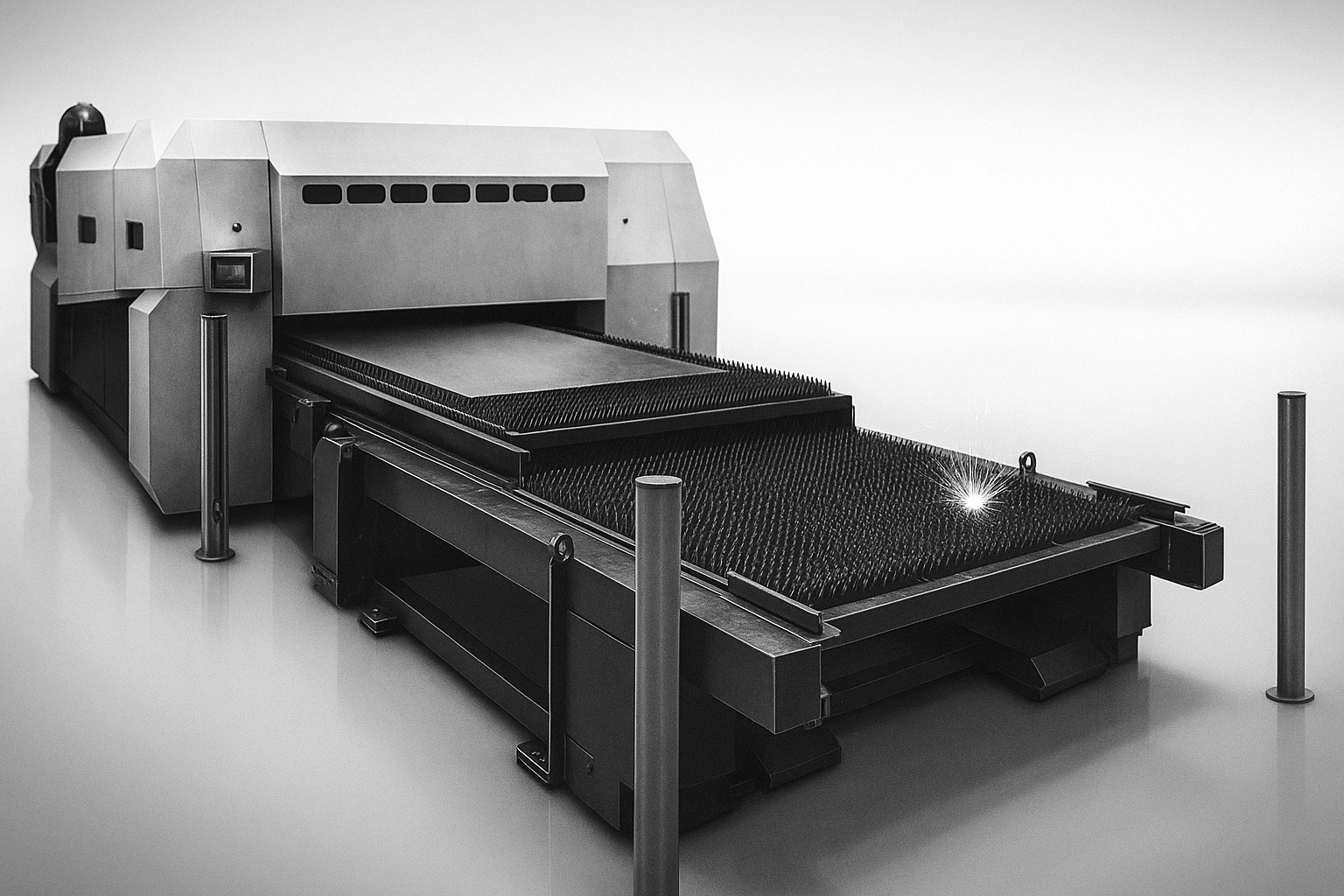
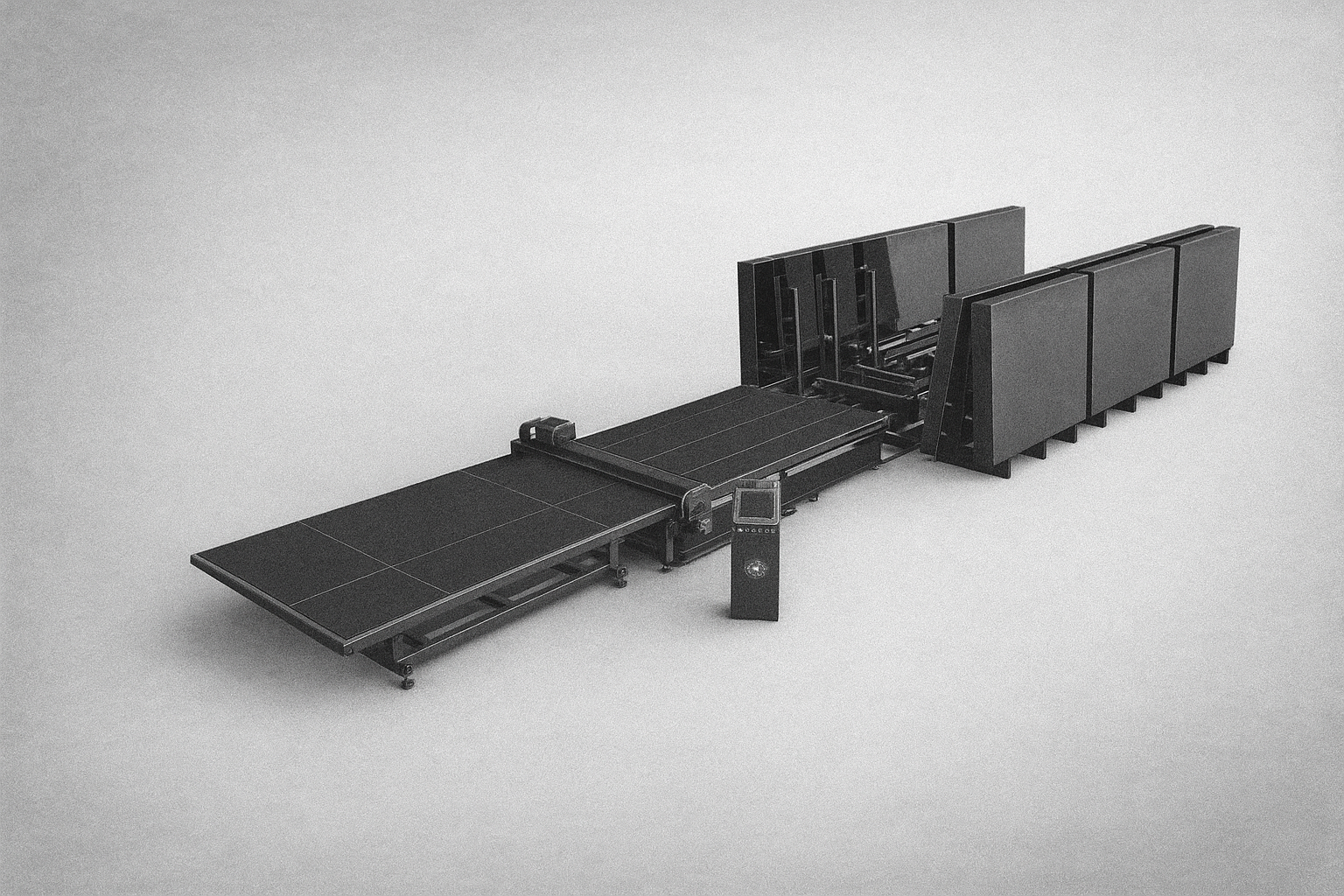
Высокоточные волоконные комплексы для раскроя тонкого листа и профиля. Чистая кромка без пережога, минимальная термодеформация, стабильная геометрия деталей в серийном производстве.
| Тип станка | Модель/бренд (пример) | Мощность / класс | Макс. формат листа / заготовки | Диапазон толщин (тонкий металл) | Точность / допуски | Скорость / особенности |
|---|---|---|---|---|---|---|
| Волоконный лазер для тонкого листа | Bystronic ByStar Fiber / TRUMPF TruLaser (серия для тонких листов) | 3–8 кВт | 3000×1500 | 0,3–6 мм (сталь), 0,3–4 мм (нерж), 0,5–4 мм (Al) | до ±0,05–0,10 мм | N₂ для чистой кромки без окалины, высокая скорость раскроя контуров и перфорации |
| Прецизионный лазер для микродеталей | Высокоточные станки класса Han's / Trotec (малая зона реза) | 1–3 кВт | 1000×1000 / 1500×1500 | 0,2–3 мм (нерж, сталь, цветные сплавы) | до ±0,03 мм | Тонкий луч для мелких отверстий, пазов, декоративных элементов и ответственных деталей |
| Лазерная резка тонкостенных труб и профиля | Bodor Tube / HSG Tube (автоматизированная подача) | 2–4 кВт | Трубы и профили до 6000 мм | 0,8–4 мм (сталь, нерж, Al) | около ±0,10 мм | Точная торцовка, вырезка окон, пазов и посадочных мест без деформации сечения |
| Волоконный лазер для оцинкованного и окрашенного листа | Современные fiber-комплексы с контролем высоты | 3–6 кВт | 2500×1250 / 3000×1500 | 0,4–3 мм (оцинкованный, окрашенный, перфорированный лист) | до ±0,10 мм | Щадящий режим для сохранения покрытия, аккуратная кромка под дальнейший монтаж |

Сфокусированы на высокоточной резке тонкого листа по вашим чертежам. Ниже приведены типовые материалы и рабочие толщины, при которых обеспечиваем чистую кромку и стабильную геометрию деталей.
| Материал / марка | Волоконный лазер, мм | Азот / воздух, мм | Механическая резка, мм | Типовые форматы листа, мм | Комментарий по тонкому металлу |
|---|---|---|---|---|---|
| Холоднокатаная сталь DC01, 08пс, 08Ю | 0,5–4,0 | 0,5–3,0 | 0,5–3,0 | 1000×2000, 1250×2500 | Точные контуры, минимальная зона термического влияния, подходит для корпусов, экранов, штампозаготовок. |
| Оцинкованная сталь DX51D, тонколист с покрытием | 0,45–3,0 | 0,45–2,5 | 0,5–2,0 | 1000×2000, 1250×2500 | Аккуратная резка без поджога цинка, для вентиляции, воздуховодов, кожухов, фасонных элементов. |
| Нержавеющая сталь AISI 304 / 430 (в т. ч. шлиф./полир.) | 0,5–3,0 | 0,5–3,0 | 0,8–2,0 | 1000×2000, 1250×2500, 1500×3000 | Азотная резка для чистой светлой кромки без окалины, для облицовки, мебели, рекламных и декоративных элементов. |
| Нержавеющая сталь AISI 316 / 321 (тонкий лист) | 0,5–3,0 | 0,5–2,5 | 0,8–2,0 | 1000×2000, 1250×2500 | Для пищевого, химического и морского применения; контролируем тепловложение для сохранения коррозионной стойкости. |
| Алюминий 1050 / 3003 / 5754 (тонкий лист) | 0,5–4,0 | 0,5–3,0 | 0,8–3,0 | 1000×2000, 1250×2500 | Чистая резка без грубых заусенцев для корпусов, экранов, архитектурных элементов и легких конструкций. |
| Медь / латунь (тонкий лист, декор и токоведущие детали) | 0,5–3,0 | 0,5–2,0 | 1,0–2,0 | 600×1500, 1000×2000 | Отрабатываем отражающие сплавы на отдельной карте реза; получаем аккуратный контур для контактов, шильдов и декоративных изделий. |
Режем тонкий лист и профиль по чертежам заказчика с приоритетом геометрии, чистоты кромки и повторяемости партии. Работаем по ГОСТ, ISO и внутренним картам контроля, фиксируем фактические допуски и передаем их в протокол приемки.
Кейс-галерея прецизионной резки тонкого листового металла в СПб: материалы, толщины, технологии, сроки. Смету и сроки подтверждаем после проверки чертежей.





Приложите DXF/DWG или PDF — ответим сегодня; смета и сроки — после проверки чертежа.
От заявки и чертежа — до раскроя тонкого листа и контроля кромки с ОТК и отгрузкой. Особое внимание — качеству реза на тонких материалах.
DXF/DWG/PDF; марка и тип металла (сталь, нержавеющая сталь, алюминий), толщина 0.5–6 мм, формат листа, допуски, требуемое качество кромки, микро‑перемычки и маркировка.
Смета по шт/м²; карты раскроя и укладки с учётом особенностей тонкого металла; учёт ширины реза; выбор технологии (преимущественно лазер) и параметров для минимизации деформации.
Счёт и запуск. Металл заказчика — принимаем по накладной; наш материал — поставка с сертификатами соответствия.
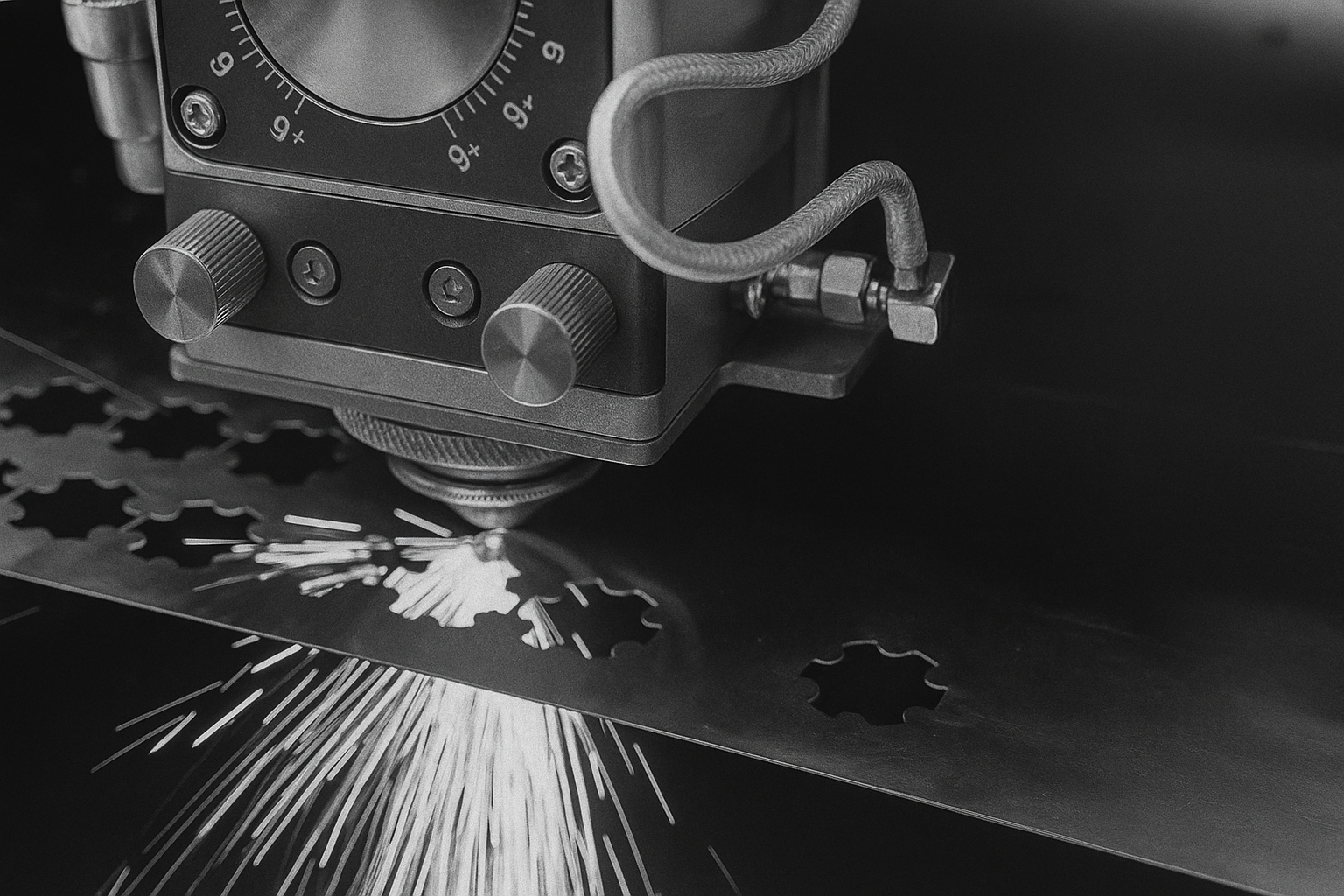
Резка тонкого металла по программе: тонкая настройка мощности, скорости и фокуса для предотвращения деформации и оптимального качества кромки; контроль геометрии, снятие заусенцев и маркировка; межоперационный контроль и финальный ОТК.
Паллетирование или кассеты, аккуратная упаковка и ярлыки по спецификации; доставка по СПб/ЛО или самовывоз.
Расчёт в тот же день • фикс‑смета за 3 часа
Режем тонкий лист, полосу и мелкие детали с жёсткой привязкой к вашим срокам. Согласовываем график ещё на этапе расчёта, обеспечиваем аккуратную упаковку и доставку без деформаций и царапин.
Пришлите чертежи тонких деталей и желаемый график отгрузки, подберём режим запуска и оптимальную доставку.
Прайс для расчёта работ по чертежам. Итоговая смета подтверждается в КП по запросу.
| Лазерная резка (Сталь) | 1 мм | 2 мм | 3 мм | 4 мм | 6 мм | 8 мм | 10 мм | 12 мм | 16 мм | 20 мм | 25 мм | 30 мм |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ₽/м | 8 | 17 | 25 | 33 | 50 | 67 | 83 | 100 | 133 | 166 | 208 | 250 |
| Лазерная резка (Нержавейка) | 1 мм | 2 мм | 3 мм | 4 мм | 6 мм | 8 мм | 10 мм | 12 мм | 16 мм | 20 мм | 25 мм | 30 мм |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ₽/м | 11 | 22 | 32 | 43 | 65 | 87 | 108 | 130 | 173 | 216 | 270 | 325 |
| Плазменная резка | 2–3 мм | 3–5 мм | 5–8 мм | 8–10 мм | 10–14 мм | 16 мм | 20 мм | 25 мм | 30 мм | 36 мм | 40 мм | 50 мм |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Сталь, ₽/м | 21 | 36 | 56 | 65 | 85 | 115 | 140 | 175 | 210 | 250 | 285 | 350 |
| Нерж., ₽/м | 35 | 45 | 80 | 100 | 130 | 165 | 210 | 260 | 320 | 400 | 460 | 590 |
| Гидроабразивная резка | 2 мм | 5 мм | 8 мм | 10 мм |
|---|---|---|---|---|
| ₽/м | 95 | 250 | 320 | 540 |
| Газокислородная резка (Сталь) | 6 мм | 8 мм | 10 мм | 12 мм | 16 мм | 20 мм | 25–30 мм | 40 мм |
|---|---|---|---|---|---|---|---|---|
| ₽/м | 418 | 437 | 449 | 481 | 544 | 578 | 578–609 | 641 |
| Доп. операции | Лазер — пробивка, ₽/шт | Гидро — отверстие, ₽/шт |
|---|---|---|
| Ø до 125 мм | 1–10 | 300 |
| Ø 125–350 мм | 10–20 | 500 |
Краткие ответы на ключевые вопросы по высокоточной резке тонкого листового металла в Санкт Петербурге. Если не нашли нужный вопрос, отправьте чертеж и техническое задание, подготовим расчет в тот же день.
Работаем с файлами DXF, DWG, STEP и PDF с размерами в миллиметрах. Контуры должны быть замкнутыми, без дублирующих линий и заливок, толщина линии ноль. Предпочтительны полилинии без сплайнов и текстовых объектов.
Как правило режем листы от 0.4 до 6 миллиметров для углеродистых сталей, от 0.5 до 4 миллиметров для нержавеющих сталей и от 0.5 до 3 миллиметров для алюминия и оцинкованного металла. Пределы по конкретному проекту уточняем после анализа материала и геометрии деталей.
Для тонкого металла на волоконном лазере обеспечиваем повторяемый допуск порядка плюс минус 0.05–0.15 миллиметра на стандартных толщинах. Для особо ответственных элементов и микродеталей требуемую точность фиксируем в коммерческом предложении.
Используем столы с частой опорой, корректные режимы реза и заранее рассчитанный порядок вырезки, чтобы снизить тепловую нагрузку и предотвратить деформацию тонкого листа. Для чувствительных сплавов подбираем режимы с минимальной зоной термического влияния.
Рекомендуем диаметр отверстий не менее одной толщины листа, для точных посадочных отверстий не менее 1.2 толщины. Перемычки между деталями закладываем от 0.5–0.7 миллиметра, шаг между контурами от 0.8–1.0 миллиметра. Конкретные значения подтверждаем после проверки чертежей.
Тонкий металл подходит для точной перфорации, рисунков, вентиляционных отверстий, световых узоров и декоративных фасадных или интерьерных элементов. При проектировании важно учитывать рекомендуемые диаметры, шаг и перемычки, чтобы сохранить жесткость детали.
Принимаем материал заказчика при наличии сопроводительных документов и маркировки. Остатки возвращаем или упаковываем по согласованию. По запросу можем предложить комплексную поставку материала и резку тонкого металла под ключ через проверенных партнеров.
После согласования файлов и технических требований стандартные заказы по тонкому металлу запускаем в ближайшую смену. Типичные сроки изготовления составляют от одного до трех рабочих дней, в зависимости от объема, номенклатуры и загруженности оборудования.
Выполняем снятие заусенцев, подготовку кромки под последующие операции, гибку типовых элементов, маркировку и промышленную упаковку партий тонкого металла. Это позволяет сразу направлять детали на сварку, окраску, монтаж или сборку.
Цена зависит от материала, толщины листа, общей длины реза, количества отверстий, требований к точности и объема партии. Итоговую стоимость фиксируем в коммерческом предложении после проверки файлов, при необходимости добавляем расчет поставки металла и доставки по Санкт Петербургу и Ленинградской области.
Фокусируемся на резке тонкого листа и профиля для серийных изделий и ответственных фасадных, приборных и интерьерных деталей. Фиксируем допуски и требования к кромке и поверхности в коммерческом предложении, при необходимости делаем тест-рез на вашем материале и подтверждаем качество протоколом ОТК.
Тонкий лист требует аккуратного термоввода, стабильной геометрии и чистой кромки с первого прохода. Этот блок собран как практическая инструкция для инженеров и закупщиков, которым нужна серийная или пилотная партия деталей из тонкого металла с предсказуемым результатом и понятными сроками.