Серийная резка уголка по DXF/DWG
Равнополочный и неравнополочный уголок; партии заготовок с оптимизацией раскладки и маркировкой позиций.
Санкт-Петербург. Высокоточная лазерная резка стального уголка по вашим чертежам: контуры, пазы под сварку, отверстия, фаски, маркировка. Расчёт в тот же день.
Расчёт в тот же день Email / WhatsApp / Telegram.
Производство и стройка в СПб: лазерная резка стального уголка — серийно и по чертежам. Митровые запилы, отверстия, пазы и фигурные выборки с контролем допусков.
Равнополочный и неравнополочный уголок; партии заготовок с оптимизацией раскладки и маркировкой позиций.
Точные углы 30–60–90° без подгонки; выдерживаем длину полок, параллельность и зазор под сварку.
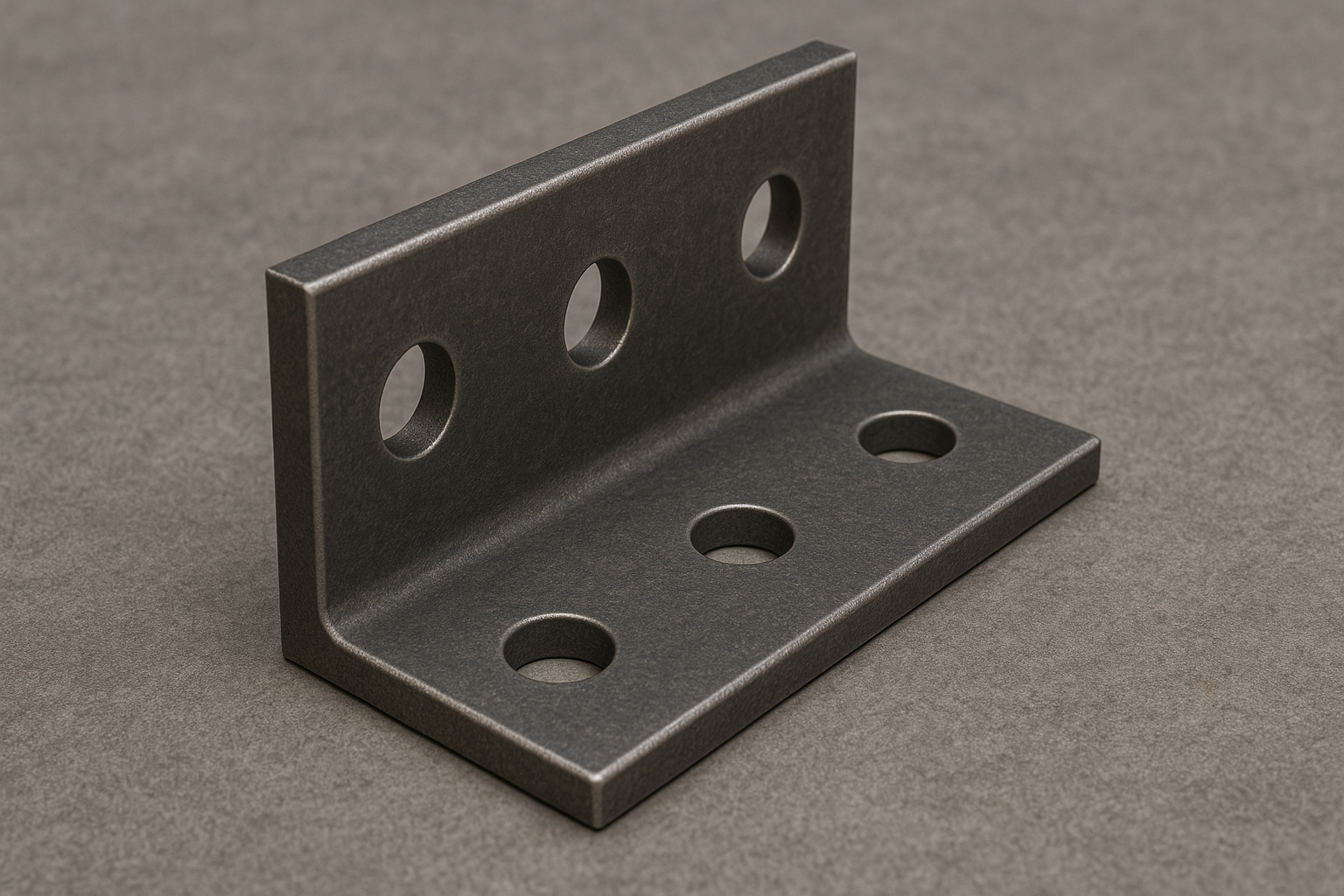
Круглые и овальные отверстия под анкера и болты, продольные пазы под регулировку; точные посадки и шаг.
Седла, окна и выборки для стыковки с трубой, швеллером или листом; базовые точки для точной сборки.
Снятие фаски на кромках полок под сварку; чистая кромка без перегрева и заусенцев.
Быстрый запуск, контроль первой детали и партийная маркировка; расчёт в тот же день.
Укажите: тип уголка (равнополочный/неравнополочный), марку стали, размер полок × толщину, длину и количество, углы запила, отверстия/пазы, допуски и доставку. Приложите чертёж (DXF/DWG/PDF/JPG).
Лазерный раскрой уголка и профильного металлопроката на современных трубо‑лазерах и профильных постах. Выполняем торцевание, прорези, отверстия, фаски и маркировку.
| Тип комплекса | Модель и бренд (пример) | Мощность и класс | Максимальные габариты профиля | Диапазон сечений уголка | Точность и допуски | Операции и особенности |
|---|---|---|---|---|---|---|
| Трубный волоконный лазер для профилей | TRUMPF TruLaser Tube 5000 / Bystronic ByTube 130 | 2–4 кВт | Длина подачи до 6–8 м; автоматическая загрузка и выгрузка | Полка ~20–120 мм; толщина до ~10 мм (стали) | Около ±0,2…0,3 мм по контуру | Рез, окна, отверстия, фаски; поворот вокруг оси и маркировка |
| Волоконный лазер с патроном для коротких отрезков | TRUMPF TruLaser 3030 с модулем вращения / Bodor T‑Series | 4–6 кВт | Длина заготовки до ~1,5 м; обработка малых партий | Уголок до ~90×90 мм; толщина до ~12 мм | Около ±0,1…0,2 мм | Высокое качество кромки для точных посадочных элементов |
| Плазменная резка профилей с числовым управлением | Hypertherm XPR300 на профильной платформе | До 300 А (производительный класс) | Длина 6–12 м; консоли и роликовые опоры | Примерно 45×45×4…200×200×20 мм | Около ±0,5…1,5 мм | Высокая скорость на толщинах 8–30 мм; есть термическая зона |
| Роботизированный пост для фасок и сложной геометрии | Ячейка на базе IPG / Yaskawa (пример конфигурации) | 2–3 кВт | Обработка узлов до ~2 м по длине | Стабильная резка уголка до ~100×100 мм | Около ±0,2…0,4 мм | Снятие фасок, косые резы, совмещённые операции с маркировкой |
Волоконный лазер для L‑профилей: равнополочный и неравнополочный уголок из стали, нержавейки и алюминия. Диапазоны указаны как ориентиры по толщине полки/стенки; фактические режимы, поддерживаемые длины и допуски подтверждаем по вашему чертежу. Чистая кромка на азоте, минимальная термозона.
| Материал / марка | Лазер, мм (ориентир) | Плазма, мм (ориентир) | Гидроабразив, мм (ориентир) | Газокислород, мм | Примечание |
|---|---|---|---|---|---|
| Уголок Ст3, 09Г2С (углеродистая сталь) | ~1,5–12 | ~3–40 | ~1–100+ | ~40–160 | Рез по полке/ребру, фигурные окна под стыковку; возможны фаски 0–45° |
| Уголок нержавеющий AISI 304 / 316L | ~0,8–8 | ~3–25 | ~1–80+ | — | N2 для чистой кромки; рез с защитной плёнкой без потемнения |
| Уголок алюминиевый (AD31/6060/6082) | ~1,5–6 | ~3–20 | ~1–60+ | — | Отражающий материал; подбор режима и фокуса по образцу |
| Уголок оцинкованный (Ст3 с цинковым покрытием) | ~1,5–6 | ~3–20 | ~1–60+ | — | Требуется эффективная вытяжка; кромка под последующую обработку |
| Уголок из Duplex 2205 и специальных сталей | ~1,5–8 | ~3–25 | ~1–60+ | — | Подбор сопла/давления; проверка геометрии полок по чертежу |
| Крупные типоразмеры уголка (толщина полки > 12 мм) | — | ~12–40 | ~1–100+ | ~40–160 | Для больших толщин целесообразна плазма/газ; согласуем качество кромки |
Режем равнополочный и неравнополочный уголок (горячекатаный и гнутый) по вашим чертежам на профильном лазере с поворотной осью. Стоимость и сроки фиксируем в КП.
Кейс‑галерея лазерной резки равнополочного и неравнополочного уголка в Санкт‑Петербурге: размеры полок, операции и качество кромки. Смету и сроки подтверждаем после проверки чертежей.


Приложите DXF/DWG или PDF — ответим сегодня; смета и сроки — после проверки чертежа.
От заявки и чертежа — до высокоточной обработки L‑профиля с контролем кромки и геометрии, маркировкой и отгрузкой. Срочные слоты и ночные смены — по согласованию.
DXF/DWG/PDF; профиль уголок (равнополочный или неравнополочный), марка стали, толщина 2–20 мм, размеры полок и стенки, длина мерной заготовки, допуски, требования к кромке и маркировке.
Смета по шт/пог. м; схемы раскроя на мерные длины; учёт ширины реза и теплового влияния; выбор технологии (профильный лазер или альтернативы). При необходимости — пробная деталь.
Счёт и запуск. Профиль заказчика — приём по накладной и проверка геометрии; наш материал — поставка уголка с сертификатами соответствия.
Лазерная резка уголка по программе: компенсация угла и радиуса сопряжения, стабильный отвод тепла, поддержка внутренней полки; отверстия, пазы, фаски и клеймение; межоперационный контроль и финальный ОТК.
Кассеты и стяжка для профиля, упаковка и ярлыки по спецификации; доставка по СПб/ЛО или самовывоз.
Расчёт в тот же день • фикс‑смета за 3 часа
Сроки зависят от типоразмера профиля и толщины полок, длины заготовок, количества операций и требуемой точности. Смету и календарный план подтверждаем после проверки чертежей и спецификации.
Пришлите DXF или DWG, тип уголка, размеры полок и толщину, длину заготовок и перечень операций — предложим технологию и ближайшее окно. Расчет в тот же день • фикс‑смета за 3 часа.
Прайс на лазерную резку уголка (равнополочного и неравнополочного) по вашим чертежам. Итоговая смета подтверждается в КП по запросу.
| Лазер по уголку (Сталь) | 1 мм | 2 мм | 3 мм | 4 мм | 6 мм | 8 мм | 10 мм | 12 мм | 16 мм | 20 мм | 25 мм | 30 мм |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ₽/м | 8 | 17 | 25 | 33 | 50 | 67 | 83 | 100 | 133 | 166 | 208 | 250 |
| Лазер по уголку (Нержавейка) | 1 мм | 2 мм | 3 мм | 4 мм | 6 мм | 8 мм | 10 мм | 12 мм | 16 мм | 20 мм | 25 мм | 30 мм |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ₽/м | 11 | 22 | 32 | 43 | 65 | 87 | 108 | 130 | 173 | 216 | 270 | 325 |
| Плазма по уголку | 2–3 мм | 3–5 мм | 5–8 мм | 8–10 мм | 10–14 мм | 16 мм | 20 мм | 25 мм | 30 мм | 36 мм | 40 мм | 50 мм |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Сталь, ₽/м | 21 | 36 | 56 | 65 | 85 | 115 | 140 | 175 | 210 | 250 | 285 | 350 |
| Нерж., ₽/м | 35 | 45 | 80 | 100 | 130 | 165 | 210 | 260 | 320 | 400 | 460 | 590 |
| Гидроабразив по уголку | 2 мм | 5 мм | 8 мм | 10 мм |
|---|---|---|---|---|
| ₽/м | 95 | 250 | 320 | 540 |
| Газокислород (уголок, сталь) | 6 мм | 8 мм | 10 мм | 12 мм | 16 мм | 20 мм | 25–30 мм | 40 мм |
|---|---|---|---|---|---|---|---|---|
| ₽/м | 418 | 437 | 449 | 481 | 544 | 578 | 578–609 | 641 |
| Доп. операции (уголок) | Лазер — отверстия/прорези, ₽/шт | Гидро — отверстие, ₽/шт |
|---|---|---|
| Ø до 125 мм | 1–10 | 300 |
| Ø 125–350 мм | 10–20 | 500 |
Ответы на ключевые вопросы по лазерному раскрою равнополочного и неравнополочного уголка в Санкт‑Петербурге. Если нужного пункта нет — отправьте чертеж, подготовим ответ сегодня.
Принимаем DXF, DWG и PDF для разметки окон и пазов. Для пространственных запилов и седел возможны STEP и IGES по согласованию. Единицы измерения — миллиметры, контуры замкнутые без толщины линии и дубликатов. Указывайте ширины полок, толщину, внутренний радиус, длину заготовки, сторону базирования по полке и ориентацию профиля. Имя файла — без пробелов.
Да. Минимальная сумма покрывает наладку оборудования, центровку профиля, пробные резы и запуск партии. Точное значение назовем после проверки файлов и состава работ. Однотипные позиции объединяем, чтобы снизить стоимость за единицу.
Достижима точность на уровне десятых долей миллиметра при корректных режимах. Кромка ровная, без значимого подгора; заусенец минимальный и снимается легкой обработкой. Параметры точности и шероховатости фиксируем в коммерческом предложении.
Режем равнополочный и неравнополочный уголок из углеродистой и нержавеющей стали, а также алюминиевых сплавов. Выполняем окна, пазы, перфорацию, запилы под угол и фасонные вырезы. Диапазоны полок, толщины и максимальной длины заготовки согласуем при расчете проекта.
Пила подходит для простых прямых торцов и небольших партий. Газ и плазма применяются для массивных размеров с умеренными требованиями к кромке. Лазер выбирают для точных запилов под угол, фигурных вырезов, перфорации и серийного производства, когда важны повторяемость и аккуратная кромка.
Да. Работаем с материалом заказчика при наличии документов. Для оцинкованного проката согласуем режимы и требования к вентиляции. Остатки вернем или упакуем. При необходимости поставим металл «под ключ» со склада или через транспортную компанию «здесь вставить ссылку».
Подтвержденные до 12:00 заказы запускаем в тот же день, позднее — на следующий рабочий. Типовые партии выполняем за один–три дня. Возможны ускорение и ночные смены по согласованию.
По Санкт‑Петербургу доставляем собственным транспортом по слотам. По Ленинградской области и регионам отправляем любой транспортной компанией (трек: «здесь вставить ссылку»). Доступен самовывоз с производственного адреса «здесь вставить ссылку».
Цена зависит от длины реза и числа проколов, размеров полок и толщины, требуемых операций (окна, пазы, запилы под угол, фаски, маркировка), выбранного газа и тиража. Итоговую смету фиксируем в коммерческом предложении после проверки DXF или DWG.
Фиксируем допуски по длине заготовки, контуру вырезов, позициям отверстий на полках, углам запила и зоне термического влияния в коммерческом предложении; по запросу выполняем тест‑рез на уголке и подтверждаем качество протоколом ОТК. Работаем по DXF/DWG/PDF (мм) с базированием от выбранной полки/кромки и картами раскроя.
Нужно подготовить равнополочный или неравнополочный уголок под сборку каркасов, рам и закладных элементов без длительной подгонки и шлифования. Ниже — практические ориентиры по возможностям, подготовке файлов и контролю качества для заказов в Санкт-Петербурге и Ленинградской области. Расчёт в тот же день • фикс-смета за 3 часа.